










注:这是三部分系列的第三部分,包括金属注射成型(1)趋势,(2)材料/工艺的进步和(3)应用。
金属注射成型(MIM)依靠的是一种热塑性聚合物共混物,体积约为60%的小型金属粉末填充。这种聚合物和粉末的混合物是注射成型形成一个复杂的形状。一旦成型完成,聚合物(粘合剂)被提取,小粉末被烧结。
烧结是一种旨在诱导颗粒致密化的高温热处理.因此,最终产品通常比模具小15%,但致密程度达到机械和物理性能与锻制金属材料相当的水平。
虽然通过MIM可以制作出许多复杂的几何形状,但只有某些部件的特性才能证明具有成本效益。小粉末比熟料贵,因此有一个初始材料成本的损失。
早期识别与MIM技术相匹配的设计有助于确保经济成功。典型的考虑因素包括材料、性能、部件尺寸和形状、公差、生产成本、生产数量和设计特征。例如,MIM擅长用死角孔、燕尾、槽、螺纹或曲面形成形状。
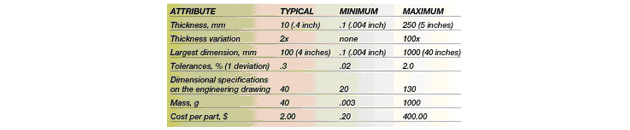
作为考虑MIM的起点,接下来的图总结了典型的、最小的和最大的属性。有些解释是有道理的。
在实践中,有许多技术变体-粉末类型,粘结剂配方,脱粘技术和烧结炉。这种变化会影响到每个公司的能力。因此,生产商与生产商之间存在着很大的差异,这在很大程度上取决于设备的年代。
MIM功能
让我们首先看一下手机铰链枪管,关节和凸轮MIM电子应用开发。Parmatech公司的手机铰链枪管/指节/凸轮适用于最终用户摩托罗拉是一个由四部分组成的组件,可用于旧式摩托罗拉Model V60C手机的翻盖组件。
零件壁薄,几何形状复杂,除MIM外,任何工艺都难以经济地制造。它们的密度为7.6克/厘米(克/立方厘米)。
凸轮和转向节由17-4PH不锈钢粉末制成,最小抗拉强度为793 MPa(MegaPascals,115,000 psi),最小屈服强度为648 MPa(94,000 psi),伸长率为4%。铰链筒由316L不锈钢粉末制成,是一种非磁性合金,最小抗拉强度为448 MPa(65,000 psi),最小屈服强度为138 MPa(20,000 psi),伸长率为40%。
右铰链和左关节组装在铰链筒的相对两端以形成翻转组件机构。右转向节上的椭圆形孔装有一根光管,左转向节上的槽是一根导管,用于在手机座和翻盖组件之间进行接线。

手机铰链枪管,指关节和凸轮
除了凸轮之外,关节和铰链筒制造系统是通过批量溶剂,脱脂,烧结和后烧结的大量部件流动制成的。凸轮和关节制成网状。铰链筒的长度和槽直径被铸造,并且槽端翼片通过自动装置扭转。
在严格的工艺控制条件下,每月生产几十万件,同时保持质量标准cp为2.0,CPK(工艺能力)为1.5。设计了铰链筒的长度和槽径,并将关节抛光到A类表面光洁度。凸轮和铰链筒镀镍聚四氟乙烯,具有润滑性和耐磨性。
其次,针驱动和远侧关节装配是MIM医疗应用的一个很好的例子。史密斯金属产品的针头驱动和终端用户直观手术的远侧安装是由17-4PH不锈钢粉末制成的针头驱动器和远端刀。

针驱动和远端U形夹组件
这些部件在微创内窥镜daVinci机器人手术系统中起作用。高精度机器人系统执行复杂的手术操作,因为动态控制的关节提供了仪器尖端的人类手腕的灵活性。
在一般腹腔镜手术中,穿刺针插入到肩胛骨远端,缝合切口。毛坯抓地力的两部份是由客户配对并加工成所需形状的。驱动电缆通过针的枢轴点上方的孔插入。远端U形夹以净形状供应,除了最终的表面修整操作。
这些部件的密度范围为7.68-7.72g /cm³(克/立方厘米)。远端U形夹具有35-38 HRC硬度和10%的伸长率。拉伸屈服强度为1100MPa(160,000psi)。针式驱动器的硬度范围为38 - 42,伸长率为8%。拉伸屈服强度为1070MPa(155,000psi)。
与数控加工棒料零件相比,金属注射成型节省了90%的成本。
接着,以一个泵体和空腔板为例,给出了一个很好的工业实例。飞利浦公司的工业泵体和最终用户霍尼韦尔空腔板由复杂的316 L部件组成,与以前的机械泵相比,这些部件提供了更好的可靠性和简化的装配。(文章来源于网络)

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













