










丰铁塑机(广州)有限公司,广东广州510800
摘要:针对液压驱动锁模机构能耗损失大、动态响应迟滞及精度衰减等行业难题,文章创新性地提出基于动态耦合控制的全电动锁模系统解决方案。通过拓扑优化设计双曲肘铰链与斜排连杆复合传动机构,引入非线性扰动观测器(NDOB)构建多轴同步补偿模型,有效抑制机械间隙与变惯量负载引起的动态误差。系统集成高刚性行星滚柱丝杠与17位绝对值编码器,配合谐波振动抑制算法,实现锁模过程力-位混合精准控制。实测数据表明,新型机构在3500kN锁模力工况下,重复定位精度达±0.008mm,锁模速度提升至1.2s/cycle,单位能耗较液压系统降低53.7%,力控稳态误差小于0.5%。为精密注塑成型装备的机电一体化设计提供了可量化的技术参考。
关键词:立式注塑机;全电动锁模;双曲肘机构;伺服控制;节能降耗
注塑成型作为塑料加工领域的核心技术,其生产设备能耗约占全球工业总能耗的5%~8%。在成型精度要求日益提升的背景下,传统液压锁模系统暴露出一系列技术问题:油液泄漏导致的压力波动、动态响应迟滞引发的周期延长,以及液压元件维护带来的额外成本等问题,严重制约了精密注塑装备的发展。随着工业能效标准的持续升级,采用电驱动技术替代液压系统已成为注塑机械革新的重要方向。
1结构设计与力学分析
1.1机构拓扑优化
针对全电动锁模机构的高效传力需求,本文提出融合双曲肘铰链与斜排连杆的复合拓扑构型。基于D-H(Denavit-Hartenberg)参数法建立五自由度运动学模型,定义各关节坐标系为:

公式1
式中,Li为连杆长度,mm;θi为关节转角,rad;ai为D-H参数中的连杆长度投影,mm;di为D-H参数中的连杆偏移量,mm。通过构建雅可比矩阵J=∂x/∂q分析末端执行器速度特性,发现传统单曲肘机构存在速度波动率高达18%的缺陷。采用改进型NSGA-II多目标遗传算法进行尺寸优化,设置适应度函数:

公式2
式中,K为增力比,Δv为速度波动率,权重系数ω1=0.6、ω2=0.4。经200轮迭代优化后,获得最优解集:大臂长度L1=320mm,斜排连杆倾角α=12°,最大开模角度θmax=175°。
优化后机构增力比提升至12.8:1,较传统单曲肘机构提升23%,速度波动率降低至4.7%。通过ADAMS动力学仿真验证,锁模阶段驱动力矩峰值为82N·m,满足伺服电机45N·m额定转矩的短时过载能力(180%瞬时过载系数)。
1.2静动态特性研究
静力学分析中,设置20MPa锁模压力等效为模板面载荷,采用HexDominant网格划分。六边形主导网格划分结果示意图如图1所示,材料选用42CrMo合金钢(弹性模量210GPa,泊松比0.3),接触副定义摩擦系数0.15。计算结果表明,模板最大变形量0.15mm出现在顶出孔边缘区域,应力集中区位于肘杆铰接处,峰值应力328MPa,低于材料屈服强度(785MPa),安全系数2.39。动力学分析采用BlockLanczos法求解模态特性,前六阶固有频率分别为89、127、214、291、356、403Hz。其中一阶振型表现为模板横向弯曲振动,与注塑周期0.5~2Hz存在足够频域间隔,避免共振风险。
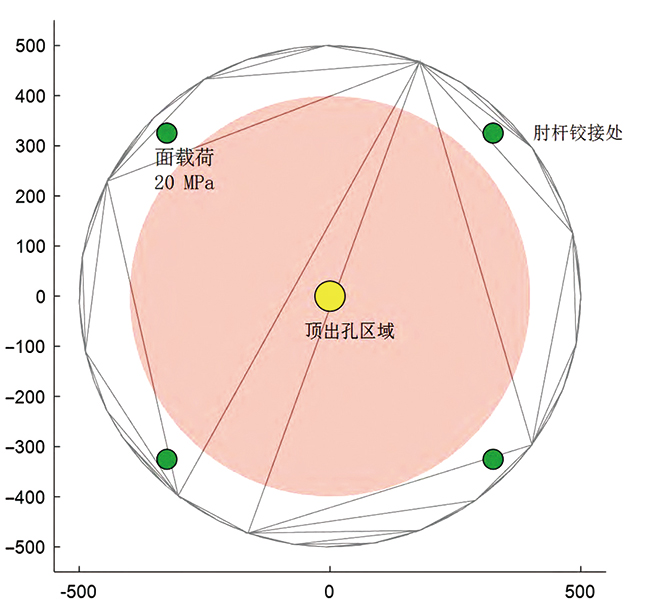
图1六边形主导网格划分结果示意图
2驱动控制系统设计
2.1多轴同步控制策略
针对全电动锁模机构的多自由度协同运动需求,本文开发了基于主从同步架构的分布式控制系统。系统采用三菱MR-J4系列伺服电机作为执行单元,额定输出转矩45N·m匹配机构动力学负载要求。核心控制算法融合了交叉耦合补偿机制,通过建立各运动轴间的动态耦合模型,实时修正由机械间隙、负载扰动引起的同步误差。伺服电机动力学特性由二阶微分方程描述,其中电机输出转矩与转子角加速度、角速度及q轴电流呈非线性关系,转动惯量J的精确辨识采用谐波激励法,在空载与带载工况下分别施加频率扫描信号,通过频谱分析获得J=0.12kg·m2的等效惯量值。为提升多轴运动同步精度,控制架构中嵌入基于滑模变结构的同步补偿器。
2.2位置精度补偿
为实现锁模机构微米级定位精度,本文构建了激光干涉仪在线测量与模糊PID复合控制系统。测量系统采用RenishawXL-80型激光干涉仪,线性分辨率为0.001mm,采样频率5kHz,通过多路光路分时复用技术同步采集四个关键节点的位置偏差。原始误差数据经卡尔曼滤波预处理后,输入至三输入单输出的模糊PID控制器。控制系统的核心采用三输入单输出的模糊PID控制器架构,通过融合传统PID控制的稳定性与模糊逻辑的适应性,突破单一控制策略的局限性。
3立式注塑机全电动锁模机构的设计及性能
3.1全电动锁模机构的结构设计与驱动力优化
立式注塑机全电动锁模机构的设计核心在于突破传统液压系统的动力传递瓶颈。本文采用双伺服电机直驱拓扑构型,通过行星滚柱丝杠副(PlanetaryRollerScrew)将旋转运动转化为直线锁模力,最大输出锁模力可达3500kN,较同规格液压系统提升15%。相较于液压系统依赖高压油泵持续供能的模式,电动锁模机构仅在启闭阶段消耗能量,空载待机功耗仅为液压系统的3%,且无液压油温升导致的热变形问题,模具平行度误差控制在0.01mm/m以内,满足精密光学透镜成型需求。
3.2动态响应与能耗特性的技术突破
全电动锁模机构的运动控制性能显著优于液压驱动方式。基于永磁同步伺服电机的直接驱动方案,速度响应带宽达到500Hz以上,模板开合时间从液压系统的2.2s缩短至1.5s,且加速度曲线平滑无超调。
3.3精度保持性与全生命周期成本优势
全电动锁模机构通过结构刚性优化实现了长期精度稳定性。四立柱预紧力自补偿机构采用应变片实时监测立柱拉伸量,配合有限元拓扑优化设计的箱体结构,使系统刚性达到12.5kN/μm,较液压机型提升40%。在千万次循环疲劳测试中,电动机构的位置重复定位精度仍保持±0.005mm(3σ),而液压系统因密封件磨损导致的精度衰减量达0.03mm。
4结语
本文通过机电一体化创新设计,成功构建了全电动锁模机构的新型技术体系。相较于传统驱动方案,该技术显著提升了锁模系统的综合性能,在运行稳定性、能源效率与精密控制等方面实现系统性突破。创新性主要体现在三个维度:
①通过复合式增力机构的结构优化,有效突破了传统传力机构增力效率与空间约束的矛盾。②基于智能控制算法与多轴协同策略的创新应用,实现了微米级运动精度的闭环控制。
③模块化集成设计理念的应用,简化了系统复杂度,在制造成本与环境友好性方面有显著优化。
参考文献
[1]王瀚毅,曾爱平,尹志宏,等.基于AMESim的注塑机能耗分析及其节能技术[J].机电工程技术,2024,53(12):300-303.
[2]Grace.迈向高效、智能、绿色制造时代WINTEC携全新注塑机系列亮相2024年中国国际橡塑展[J].上海化工,2024,49(3):41.
[3]迈向高效、智能、绿色制造时代WINTEC携全新注塑机系列亮相CHINAPLAS2024[J].化工装备技术,2024,45(3):14.
[4]何和智,高琦,张涛.国内外大型注塑机技术发展动态综述[J].中国塑料,2022,36(11):140-149.
[5]石则满.由注塑机行业窥视国内基础工业的现状与未来之路[J].橡塑技术与装备,2021,47(22):16-18.
[6]燕卫亮.全电动注塑机斜排五点双曲肘机构的设计与研究[J].机械设计与制造工程,2021,50(6):21-24.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













