










(1.北京工商大学计算机与人工智能学院,北京100048;2.塑料卫生与安全质量评价技术北京市重点实验室,北京100048)
摘要:以聚乳酸(PLA)为例,研究螺杆开槽对异向双螺杆流道分布规律的影响。以标准的异向双螺杆挤出机作为对照组,研究异向双螺杆挤出机螺杆开槽数量对于挤出特性的影响。将螺杆和流道的几何模型分网后,使用Polyflow流体仿真软件进行模拟,仿真过程中添加示踪粒子并对其运动状态进行研究。结果表明,在螺杆以60r/min的条件下,由于物料在开槽处堆积,开槽螺杆的建压能力要优于标准螺杆,随着开槽数目增加,挤出机建压能力减弱,其次螺杆开槽增加了在C型室中物料的不规则流动与停留时间,改善了异向双螺杆挤出机的轴向混合性能和混合均匀性,但是由于结构变得复杂,导致螺杆的自清洁能力下降,综合来看,聚乳酸在开三槽的螺杆中挤出效果最好。
关键词:异向双螺杆;螺杆开槽;数值模拟;分布均匀性;混合特性
0 前言
PLA因降解产物为二氧化碳和水,能被植物吸收,作为环境友好型材料,成为代替传统塑料一大热点,被广泛应用于日常生活以及工业、医药和农业领域[1]。
商嘉玮等[2]通过研究在等温条件下不同螺杆中心距变化对聚乳酸流体挤出效果的影响,发现异向双螺杆挤出机螺杆部分啮合时其挤出性能更佳;马秀清等[3]提出了轴向循环流道,只改变一根螺杆的螺纹旋向,发现流道中物料的停留时间明显延长,并且引入轴向循环流道后,前后规则段流道处的剪切力与剪切速率增大,轴向循环段本身部分剪切力偏小,改善了常规双螺杆挤出机的分散混合能力,降低了螺杆的自清洁能力;张一明等[4]通过研究不同螺杆构型对PLA流体混合挤出的影响,得出随着阴转子螺杆头数的增加,剪切作用提升、分布效果更好,更有利于流体输出混合,杨冬冬等[5]通过研究同向正螺纹与开槽螺纹对树脂塑化及混合的影响,得出开槽螺纹挤出能力差,但增强了物料的停留时间和剪切强度,更有利于物料的混合。
迄今为止,有关异向双螺杆挤出机接触状态以及端面曲线等对物料挤出状态的影响已经有所报道,但是关于异向双螺杆开槽对于聚乳酸流体的影响未见报道。本文旨在研究相同条件下异向双螺杆开槽对于聚乳酸挤出状态的影响,与普通异向双螺杆挤出机做对比。
1 建立理论模型
1.1 螺杆几何模型的建立
1.1.1 螺杆端面曲线推导
由双螺杆挤出机几何学的基本原理可以得到,螺杆几何模型可以看作为一对啮合的齿轮相互滚过[6],端面线性设计的方法分为相对运动法和包络法,本文使用的是相对运动法,根据表1数据,在Solidworks上使用方程驱动曲线画出螺杆的端面曲线[7]如图1所示。

表1螺杆元件几何参数
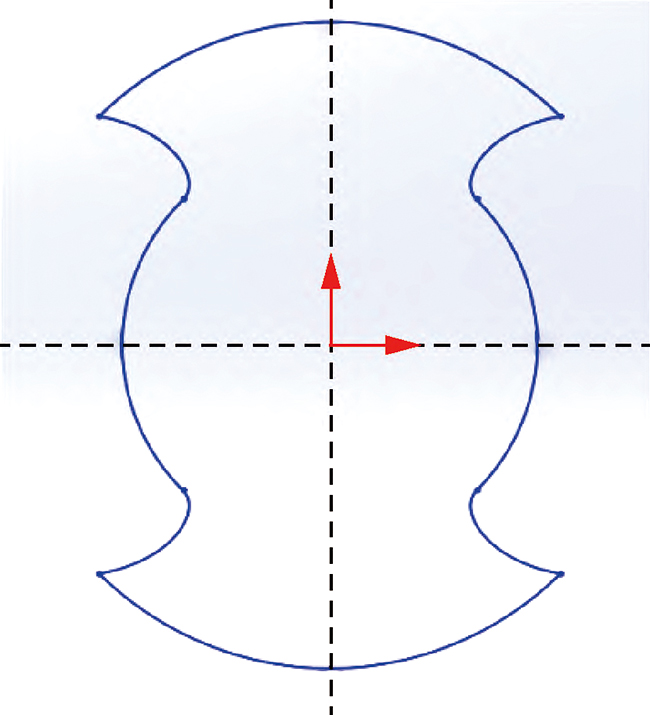
图1理论端面曲线
1.1.2 螺杆几何模型绘制
在Solidworks软件中绘制异向双螺杆几何模型,以Z轴正方向为聚乳酸挤出方向,螺杆长度为30mm,间隙为0.5mm,左螺杆逆时针旋转,右螺杆顺时针旋转,画出左右螺杆如图2所示。
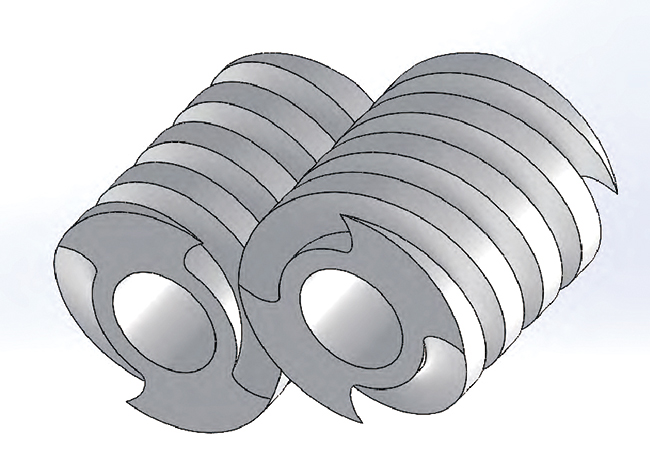
图2螺杆元件三维模型(BZ)
在此基础上,围绕螺杆一周每120°、90°和60°分别开3、4、6个槽,槽宽槽深均为1mm,在开槽处倒圆角,防止PLA在此处堆料,开槽螺杆原件如图3所示。
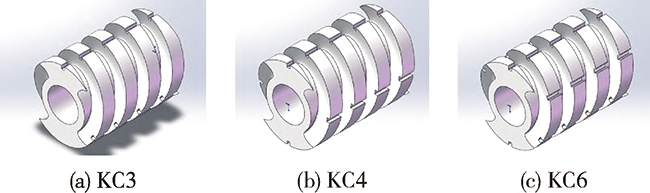
图3螺杆元件三维模型
根据表2绘制流道三维模型如图4所示。

表2流道部件建模参数
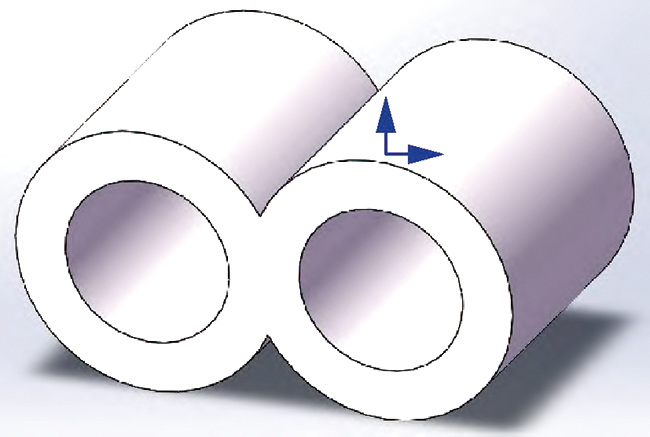
图4流道部件三维模型
1.2建立挤出过程的数学模型
1.2.1基本假定[8]
在进行仿真分析前,根据实际情况和聚乳酸物料的特性进行以下假设:
(1)熔体在流道内全充满且不可压缩。
(2)挤出环境为190℃等温稳定流场。
(3)运动状态为为雷诺数较小的层流流动。
(4)惯性力、重力等忽略不计。
(5)聚乳酸特性:松弛时间为0.0607s、剪切黏度为2504.235Pa⋅s、流体指数为0.253。
1.2.2基本方程
聚乳酸熔融流动需满足质量守恒方程,能量守恒方程以及动量守恒方程三大流体力学方程,前文假定挤出在190℃的等温环境下进行,所以只需求解质量守恒方程和动量守恒方程。在流体力学中的质量守恒可以看作是,在笛卡尔坐标系中的一小立方体单元中的材料平衡[9],基于上述情况,基本方程为:
质量守恒方程:

方程1
在处理包括聚合物熔体的流体中,一般认为这些材料是不可压缩的,及密度ρ为常数,则可将上式化简为:

方程2
动量守恒方程(运动方程):

方程3
式中∇——哈密尔顿算子
ν——速度矢量,m/s
P——流体静压力,Pa
T——应力张量,Pa
选用Bird‐Careau本构方程[10]进行数值模拟计算,探究聚乳酸剪切速率与黏度的关系:

方程4
式中η0——零剪切黏度,Pa⋅s
γ.——剪切速率,s-1
λ——松弛时间,s
n——流动指数
1.3 有限元模型的建立
1.3.1 划分网格
使用Gambit软件对螺杆和流道进行网格划分,螺杆原件较为复杂,采用四面体分网;流道元件直接使用六面体规则形网格进行划分,结果如图5所示。
图5螺杆元件与流道的有限元分网模型
1.3.2 流道边界条件的设定[11]
(1)聚乳酸在流道的出口和入口均自由流动,故切向力和法向力均为0,即fn=fs=0;
(2)聚乳酸与流道内壁不存在相对切向运动速度,法相速度与切向速度为0,则vn=vs=0;
(3)机筒的左右内孔为滑移边界,无流体贯穿,法向速度和切向力为0,则vn=0,fs=0;
(4)由于幂律指数小于0.75,属于非牛顿性较强的非线性问题,所以选用Picard迭代算法计算收敛。
2仿真结果分析
2.1压力场
宏观压力场作为流体力学的重要分析指标之一,可以充分的反应螺杆的建压能力以及物料的挤出速度[12],如图7所示,无论是标准双螺杆还是开槽双螺杆,压力都随着基础方向逐渐增大,并在流道出口处达到最大值。为了更直观的看出螺杆开槽后流道与常规挤出机流道建压能力的差异,取流道中心点,沿Z轴正方向即挤出方向建立压力参考轴线,每1cm取一个参考点,如图6所示,绘制折线图,得到挤出方向距离和压力的关系。相较于标准异向双螺杆挤出机,螺杆开槽对于挤出机的建压能力产生一定影响,如图8所示,由于物料在开槽处堆积,通过压延间隙时产生较高的压力,故相较于标准螺杆,开槽螺杆的建压能力较强,随着开槽数增多,流道内空间变大,物料堆积效果减弱,挤出机建压能力逐渐变小。但依旧高于标准螺杆。
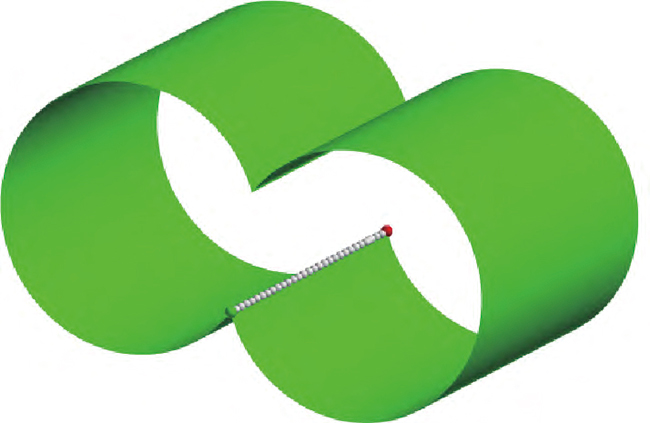
图6压力参考轴线示意图
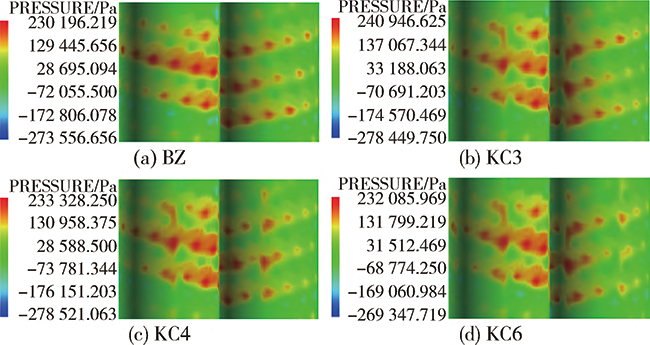
图7两种螺杆的压力云图
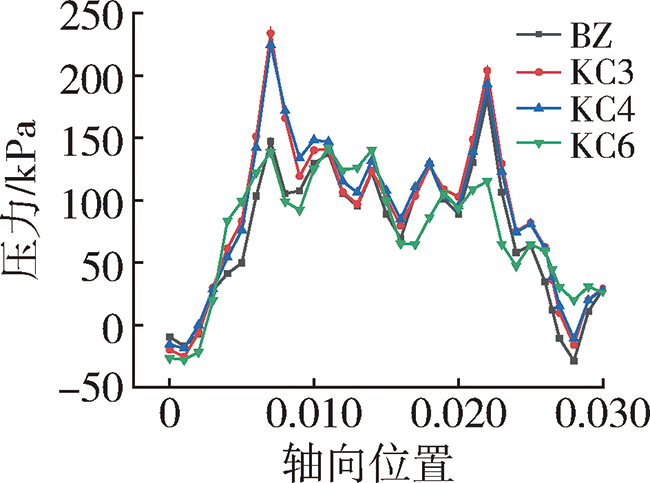
图8轴向压力折线图
2.2 停留时间分布
常用停留时间分布(RTD)来表征流道内物料的分布混合能力,RTD与挤压流体品质的形成密切相关[13]。停留时间即为PLA进入挤压室开始,直至离开模口后所用时间,其包含累计停留时间分布函数与停留时间分布函数。本文采用示踪粒子轨迹跟踪法来研究挤出机的停留时间和混合能力,将一定数目(本文设置为2000)的示踪粒子布置在流道入口处,借助Poly‐flow中的Polystat统计模块计算分析示踪粒子随螺杆运动在流道内运动轨迹,累计停留时间分布曲线如图9所示,开槽后螺杆的停留时间曲线与标准螺杆的停留时间曲线存在一定差别,在纵坐标为0.8处建立一条水平参考线,可知80%的粒子流出KC6流道内的时间依次大于KC4、KC3和BZ,故螺杆开槽减弱了挤出机的挤出能力,从而使料在流道内停留时间长,使得物料得到更充分纵向混合。由此可以看出累计停留时间随着开槽的数目增加而增长。图10为停留时间分布曲线,可以看出粒子的停留时间主要集中在曲线凸起部分,BZ的曲线峰值最高,意味着较多粒子的停留时间短,同样印证了开槽导致物料的挤出时间变长。
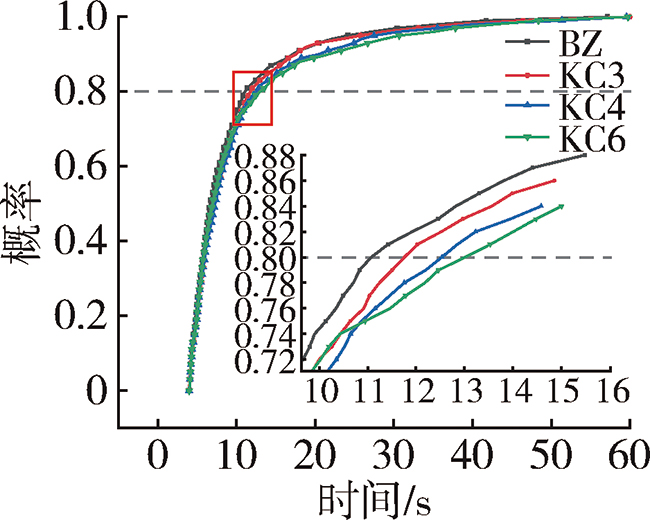
图9累计停留时间分布曲线
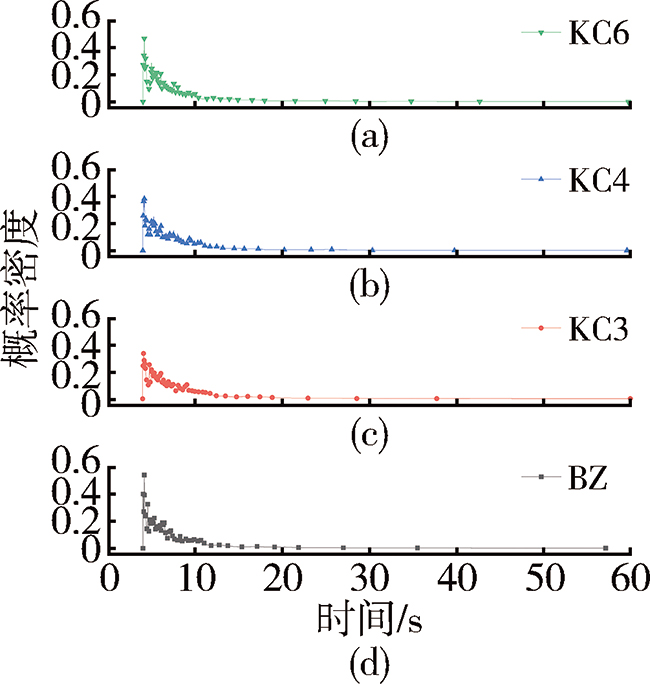
图10停留时间分布曲线
2.3 分布混合特性
2.3.1 分布指数
分布指数是表征异向双螺杆挤出机分布混合性能的重要指标,起始时刻,示踪粒子全部集中在流道入口处;随着挤出机螺杆的转动,示踪粒子沿着螺槽向前运动,从而使流道内的2000个示踪粒子均匀混合[14]。双螺杆的挤出均匀性主要由当前示踪粒子的分布与最优分布的差异来判断,二者差异越小则表明挤出机混合性能越好,粒子分布越均匀,反之,混合性能与分布均匀性越差。
在确保示踪粒子数量不变的情况下。使用Polydata前处理模块修改停留时间分布的仿真条件,借助Polystat统计模块计算分析示踪粒子的运动轨迹,以螺杆转动角度为单位,每转12°记为一次,记录螺杆转动一周的过程,得到示踪粒子距离瞬态分布和最优分布[6,15]。
同时,在以上示踪粒子距离瞬态分布和最优分布基础上,根据式(5)定义分布指数:

公式5
其中,f(l)为瞬态分布函数,fopt为最优分布函数。
通过计算绘制出开槽螺杆与常规螺杆分布指数统计结果,如图11所示。开槽后螺杆的分布指数曲线与常规螺杆曲线的走势基本一致,0时刻出现的曲线峰值是因为在挤出机入口处存在回流现象,由于刚开始粒子在挤出机中混合不均匀,所以在20~30时间序列,曲线呈上升趋势,随着时间的推移,粒子分布逐渐均匀,曲线呈下降趋势,KC3与KC6达到的最小值相近,但从整体上来看,KC3的瞬态分布与最优分布之间的差距要小于其余3种螺杆,故KC3的混合均匀性最优。
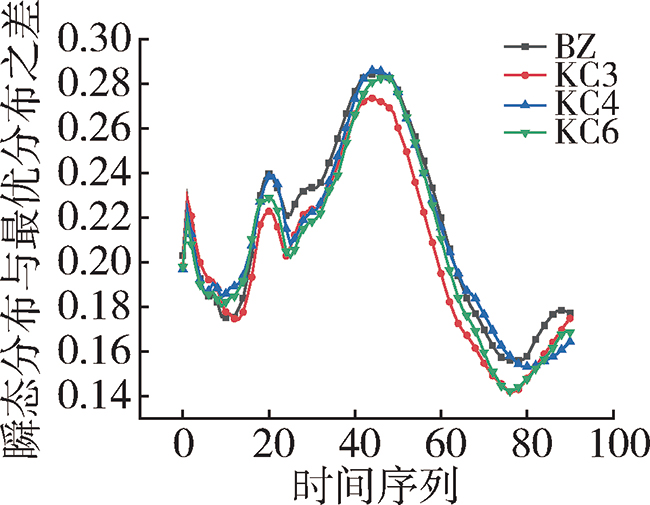
图11 分布指数曲线
在Polystat中对示踪粒子进行动态显示,在入口处布置红色和蓝色的示踪粒子,如图12所示。
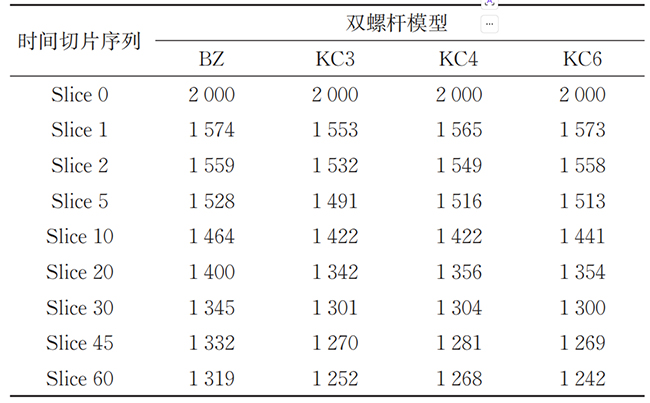
表3 各螺杆示踪粒子分布情况
图12 示踪粒子混合图
2.3.2 分离尺度
分离尺度是表征分布混合性能的物理量,也是物料中相同组分区域平均尺寸的度量[16]。其尺度大小随分散混合和分布混合程度的增加而减小,尺度增减可以反应物料混合程度。故分离尺度控制方程如式(6)、(7)所示:

公式6

公式7
其中,S为分离尺度;c、c/为对位置上的浓度;c-为平均分布密度;M为相对点的数量;δ为粒子浓度分布方差[17]。
图13为4种螺杆的分离尺度曲线,起始时刻示踪粒子位于入口切片两侧,故数值较大;随着螺杆掺混作用使得粒子分散,曲线下降,故分离尺度减小;随后由于螺杆汇流作用使得粒子又聚合在一起,曲线呈上升趋势,10~50切片分离尺度迅速下降。标准螺杆挤出时,粒子大多存在于C型室中,而开槽导致更多的粒子进行不规则运动,所以KC6的曲线值最小,说明其轴向混合性能最好。BZ、KC3和KC4分离尺度曲线相似。50切片以后分离尺度曲线上升,说明四种螺杆均存在回流现象。
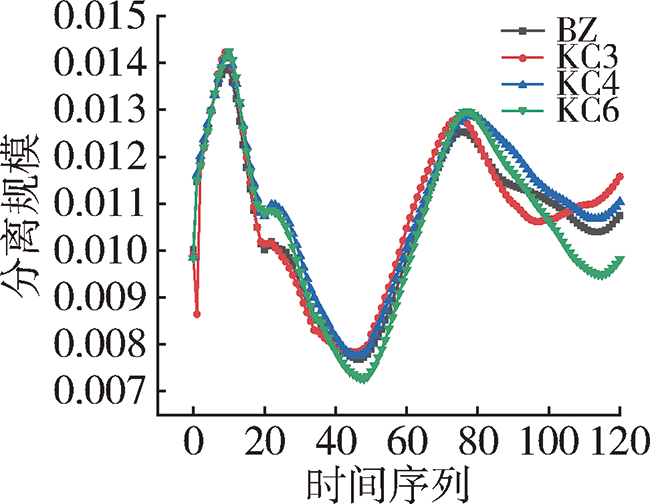
图13 分离尺度曲线
3 实验结果与验证分析
3.1 主要原料
PLA,4032D,美国NatureWorks公司。
3.2 主要设备及仪器
异向双螺杆挤出机,DT20/44,南京鼎天机械制造责任有限公司;
小型立式注塑机,美国ThermoScientific公司;
万能材料试验机,CMT6101,深圳新SANS有限公司。
3.3 样品制备
将实验原料(PLA)使用异向双螺杆挤出机进行挤出实验。将PLA放入电热鼓风干燥箱内80℃,干燥12h,双螺杆挤出机熔融段温度设定为190℃,喂料速度5r/min,螺杆转速为60r/min。将挤出料切粒破碎后注塑成标准拉伸、冲击实验样条。分析实验所得数据,对比标准螺杆与开槽螺杆对挤出料力学性能的影响。
3.4 性能测试与结构表征
拉伸试验按照GB/T1040.2—2006测试;
冲击试验按照GB/T1843—2008测试。
3.5 实验结果分析
由于螺杆开槽使得挤出机建压能力提高,粒子不规则运动的程度增强,轴向混合性能变好,由实验结果图14~15可以看出,聚乳酸在开槽螺杆中的挤出效果要优于标准螺杆。其中KC3的效果最优,KC6略低于KC3效果。
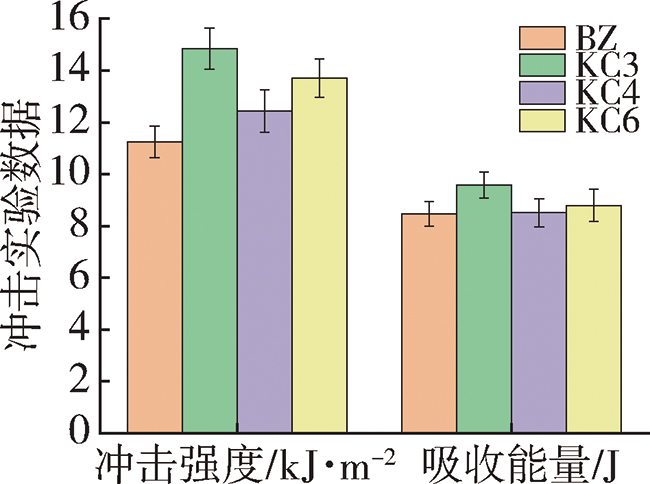
图14 冲击实验数据图
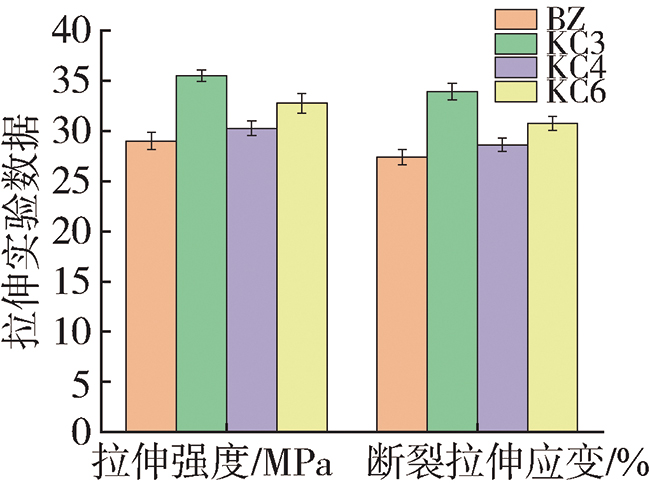
图15 拉伸实验数据图
4 结论
(1)与其余3组相比,KC3具有更好的建压能力,使物料得到充分挤压,分布均匀性好,但自清洁能力较差;
(2)停留时间随着开槽数的增大而延长,KC6大于其他3组螺杆,轴向混合性能最好;
(3)本试验仿真条件为等温环境,但在实际情况下实现存在一定难度,故可根据实际情况适当把控温度,结合仿真分析结果对模型进行优化,从而选择合适的螺杆进行定量生产。
参考文献
[1] 刘丰颉,李 伟,彭新洋,等 . 聚乳酸的制备、改性及应用进展研究[J]. 塑料科技,2024,52(5):156‐160.
[2] 商嘉玮,张丽梅,黄志刚,等 . 不同螺杆接触状态下异向双螺杆挤出机的流道分布规律[J]. 食品与机械,2022,38(5):61‐64.
[3] 马秀清 耿孝正 . 啮合异向双螺杆挤出过程轴向循环流道三维流场分析——轴向循环流场分析(Ⅲ)[J]. 中国塑料,2002(3):73‐80.
[4] 张一明,黄志刚,徐 珍,等. 螺杆构型对啮合异向双螺杆流场影响的仿真分析[J]. 中国塑料,2023,37(10):131‐138.
[5] 杨冬冬,刘江林,梁建国,等.开槽螺纹对双螺杆挤出均匀性影响的仿真研究[J]. 塑料工业,2023,51(11):102‐108.
[6] 代祥基,刘子豪,黄志刚.啮合同向差速双螺杆挤出机挤出聚乳
酸流场分析[J].食品与机械,2024,40(4):59‐64+83.
[7] 张一明,黄志刚,杨亚楠 . 不同螺槽深度下异向双螺杆挤出机流道仿真分析[J]. 食品与机械,2023,39(9):71‐76+122.
[8] 张一惟,黄志刚,商嘉玮,等.啮合异向双螺杆挤出机中螺杆端面结构参数对聚乳酸流场的影响[J]. 食品与机械,2023,39(4):71‐76+88.
[9] 耿孝正. 双螺杆挤出机及其应用[M]. 北京:中国轻工业出版社,2003.
[10] 蒋卫鑫,黄志刚,赵玉莲,等. 基于 Polyflow 田字形网格食品托盘挤出成型分析[J]. 食品与机械,2017,33(12):86‐90.
[11] 毕 超 . Polyflow 软件基础及其在双螺杆挤出仿真过程中的应用[M]. 北京:机械工业出版社,2018.
[12] 郭树国,于 淼,王丽艳,等.带有开槽中性捏合块和反向螺纹双螺杆挤出机的三维流场分析[J]. 沈阳化工大学学报,2020, 34(4):358‐362.
[13] 张先明 . 挤出过程停留时间分布的实验研究和数值模拟[D], 2008.
[14] 李 振,相 海,任嘉嘉,等 . 同向全啮合双螺杆植物蛋白挤出机不同螺杆元件的仿真分析[J]. 中国油脂,2024,49(3): 147‐152.
[15] 张一明,黄志刚,徐 珍,等 . 螺距变化对异向双螺杆挤出机流场影响的仿真分析[J]. 食品与机械,2023,39(10):93‐99.
[16] 陈峰峰,李浩杰,王一飞,等. 基于Polyflow 的反螺纹元件对粒子分散性仿真研究[J]. 工程塑料应用,2021,49(9):82‐86.
[17] 田 野,樊瑜瑾 . 双螺杆中啮合块、螺杆元件混合过程及混合性能的研究[J]. 塑料科技,2020,48(1):5‐9.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













