









孔垂鑫1,匡唐清2,柳和生2,杨帆3,刘家豪1
(1.华东交通大学材料科学与工程学院,江西南昌330013;2.华东交通大学机电与车辆工程学院,江西南昌330013;3.华东交通大学基础实验与工程实践中心,江西南昌330013)
摘要:以长玻纤增强聚丙烯(LGFR-PP)为外层材料、聚丙烯(PP)为内层材料,通过气体辅助共注塑工艺(GACIM)制备管件,对比研究了玻纤含量对管件壁厚、玻纤沿着轴向方向取向分布及抗压强度的影响。结果表明,玻纤的取向程度在管件径向方向上呈现由外向内逐渐增强的趋势,外层熔体可明显分为3层结构,且各层中的玻纤取向存在显著差异;随着玻纤含量从10%增至40%,管件的总壁厚和内层壁厚均呈现先上升后下降的变化趋势,而外层壁厚则表现为持续上升;当玻纤含量为30%时,管件的总壁厚和内层壁厚分别达到最大值,为2.61mm和1.14mm;管件的抗压强度随着玻纤含量的增加逐渐提升,但增长速率逐渐放缓。
关键词:玻纤质量分数;长玻纤增强聚丙烯;气体辅助共注塑;玻纤取向;壁厚;抗压强度
玻纤增强聚丙烯(Glassfiberreinforcedpolypropylene,GFR-PP)是一种新型复合材料,以聚丙烯(PP)为基体,玻璃纤维和其他助剂为增强体[1]。引入玻纤后,PP的力学性能得到显著改善,热变形温度提高,低温脆性得到有效改善。与短玻纤增强聚丙烯(Short glass fiber reinforced polypropylene,SGFR-PP)相比,长玻纤增强聚丙烯(Long glass fiber reinforced polypropylene,LGFR-PP)具有优越的冲击韧性、良好的尺寸稳定性和耐蠕变性能等特点[2~5]。近年来,随着轻量化和绿色制造要求的不断提高,各行业对注塑制品的多方面性能提出了更高的要求。因其出色的力学性能,LGFR-PP受到汽车制造和机械等行业的青睐[6]。
常见的注塑成型方法可以满足复杂管件的生产需求,但其工艺复杂,成本高,且难以保证质量。气辅共注塑(Gas-assisted co-injection molding,GACIM)工艺是气体辅助注塑(Gas-assisted injection molding,GAIM)和共注塑工艺(Co-injectionmolding,CIM)相结合形成的一种新的复合工艺。该工艺不仅保留了GAIM工艺壁厚薄和节省材料的优点,还兼具CIM工艺废弃材料二次利用、可一次成型含安装固定等附属功能结构的复杂管件的优点[7]。GACIM工艺成型过程如Fig.1所示:(1)模具型腔注入LGFR-PP作为外层材料;(2)模具型腔注入含有色母的PP作为内层材料;(3)注入高压气体,保压;(4)卸压,排气,完成一个成型周期[8]。与水辅共注塑(Water-assisted co-injection molding,WACIM)相比,GACIM可适用于多种材料的成型[9]。
为了提升塑料制品的质量和性能,研究人员在材料和工艺方法等方面进行了深入探索。Sadabadi等[10]通过数值模拟研究了工艺参数对玻纤取向和弹性模量的影响。You等[11]通过实验研究了玻纤含量对PVC/PP复合材料力学性能的影响。Foss等[12]建立了纤维悬浮流变数学模型,该模型能够预测纤维取向分布,为产品开发与制造提供参考。Hou等[13]利用数值模拟预测了LGFR-PP在注塑过程中的纤维长度,并通过实验进行了验证,结果表明,实验与模拟结果一致。
冯强等[14]采用水辅注塑成型(Water-assisted injection molding,WAIM)工艺制备了不同玻纤含量的短玻纤增强聚丙烯注塑管件,研究了玻纤含量与管件壁厚及纤维取向分布之间的关系。结果显示,玻纤在外层熔体分为三层,其中外层近壁层和外层近界层的玻纤取向度较高,中间层的取向度最差。朱瑶瑶等[15]通过实验研究了WACIM工艺中玻纤含量对短玻纤增强聚丙烯注塑管件力学性能的影响,结果表明,拉伸强度随玻纤含量的增加先上升后下降,当玻纤含量为30%时,拉伸强度达到最大值。对比发现,WACIM工艺对管件力学性能的增强效果优于WAIM工艺。
在一定范围内,长玻纤含量越高,玻纤之间交错叠加形成的骨架越牢固,从而使力学性能随之增强[16]。目前,采用GACIM工艺制备LGFR-PP复合材料管件的研究相对较少。本文研究了4种不同玻纤含量的LGFR-PP复合材料管件,探讨了玻纤含量对管件残余壁厚、玻纤取向及抗压强度的影响及机理,旨在为LGFR-PP复合材料的成型提供理论参考。
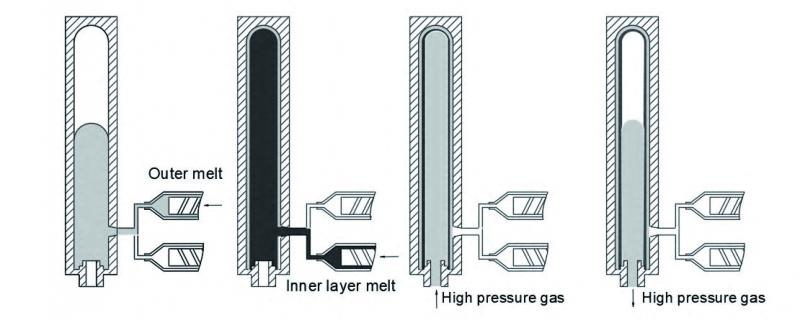
Fig.1SchematicdiagramoftheGACIMprocessofmoldingprocess:(a)outerlayermeltinjection;(b)innerlayermeltinjection;(c)highpressuregasinjection;(d)exhaust
1实验部分
1.1主要原料
本文研究了玻纤含量对长玻纤增强聚丙烯气辅共注塑管件质量的影响。内层材料采用聚丙烯(PP),外层材料使用含有10%~40%玻纤的LGFR-PP复合材料。材料信息如下。
PP:中国石油化工股份有限公司,牌号PPH-T03,塑料颗粒直径为4mm;
LGFR-PP(10%、20%、30%及40%玻纤含量):沙特沙伯基础公司,牌号分别为GB301HP、GB302HP、GB303HP和GB304HP,粒料长度均为12mm。
以上材料的部分性能参数如Tab.1所示[17]。
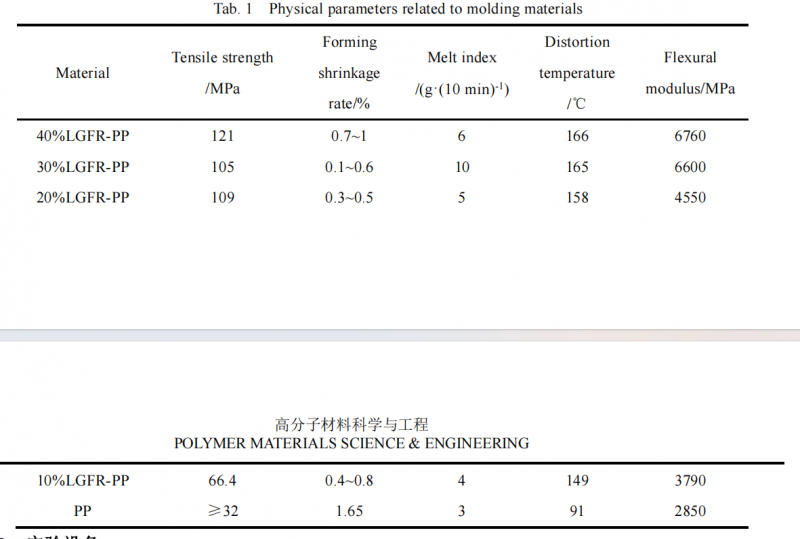
Tab.1 Physicalparametersrelatedtomoldingmaterials
1.2实验设备
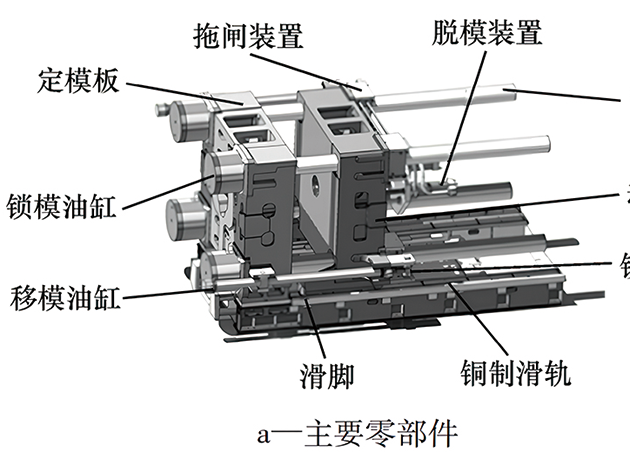
注塑机:MA1600M/380-E80型,海天塑机集团有限公司;模温机:BTM-09M型,深圳博瑞克机械有限公司;模具:不考虑熔体流向和型腔截面对成型的影响,选择型腔直径为16mm的直管模具;注气系统:空压机,注气模块等;扫描电子显微镜:NovaNoneSEM450型,荷兰FEI公司;管材耐压试验机:MTSH-06型,天津美特斯试验机厂。
1.3实验方法
采用GACIM工艺制备LGFR-PP管件,通过对比不同玻纤含量成型的GACIM管件的壁厚、玻纤取向及抗压强度的差异,探究玻纤含量对长玻纤增强聚丙烯气辅共注塑管件质量的影响。根据LGFR-PP和PP材料的特性确定相应的工艺参数,如Tab.2所示。
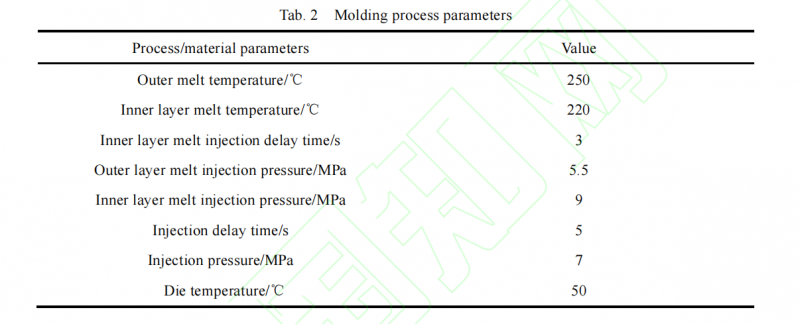
Tab.2 Moldingprocessparameters
1.4测试与表征
1.4.1壁厚测试:如Fig.2所示,每种材料制备的管件分别取3根作为壁厚观测试样。在直管上设置4个等分点P1,P2,P3和P4,并横向切断。在切断的截面上,间隔90°设置四个测量位置T1,T2,T3和T4。各方位的算术平均值作为该位置处的壁厚值。同时,测量总壁厚值和外层壁厚值,内层壁厚值通过两者之差得到。
1.4.2扫描电镜试样制备:如Fig.2所示,在管件沿轴向方向截取5mm圆环,在截面切一小口。将圆环放入盛有液氮的密封容器中,静置20min后取出。沿切口方向脆断,从断面截取一小段表面平整的截面作为观测试样。对样品进行高锰酸钾溶液刻蚀,清洗干净。然后,将脆断圆环的脆断面朝上放置在载物台上,用导电胶辅助固定,进行喷金处理。
1.4.3抗压强度测试:如Fig.2所示,管件头部和尾端可能受到溢料腔和注射口的影响,因此,在管件中间截取长度约为150mm的直管作为抗压强度测试试样。将样品放入与测试温度相同的水中浸泡65min后,用夹具固定,在恒温条件下进行耐压测试。
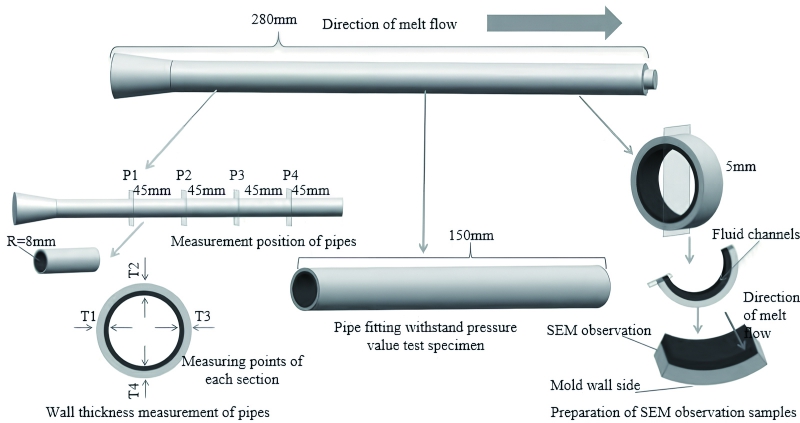
Fig.2 ThetestedsamplepreparationprocessofGACIM
2结果与讨论
2.1玻纤含量对玻纤取向的影响
由于内层材料采用PP,因此本文仅对外层熔体的玻纤分布和取向进行探讨。结果如Fig.3所示,Fig.3(a),(b),(c)和(d)依次为玻纤含量10%,20%,30%及40%管件的外层壁厚SEM图。
由Fig.3(a)玻纤含量为10%的管件SEM图可知,管件内玻纤分布较分散,在外层近壁层和中间层中,玻纤与轴向方向呈较大角度分布,部分玻纤垂直于脆断面,可以观察到玻纤被拔出的孔洞;而在外层近界层中,大部分玻纤与轴向方向呈小角度分布,玻纤取向程度较好。
由Fig.3(b)玻纤含量为20%的管件SEM图可知,外层近壁层和中间层的玻纤整体取向程度较低,大多玻纤与轴向方向成较大锐角或垂直分布,呈现出杂乱的分布特征,玻纤之间存在三维交叉结构;然而,在外层近界层中,玻纤取向有所改善,大多数玻纤与轴向方向呈较小角度分布。
由Fig.3(c)玻纤含量为30%的管件SEM图可知,与玻纤含量为10%和20%管件相比,玻纤密度明显增加。外层近壁层和中间层玻纤与轴向方向呈一定角度排列分布,并且存在玻纤拔出的孔洞;中间层玻纤密度高于外层近壁层,少部分玻纤与轴向方向成较大角度分布。外层近界层中玻纤分布十分均匀且密度最大,大多数玻纤与轴向方向平行排列,取向度最高。
由Fig.3(d)玻纤含量为40%的管件SEM图可知,外层近壁层和外层近界层的大部分玻纤沿着轴向方向取向,玻纤密度较高且分布较均匀,少数玻纤成大角度分布,几乎没有孔洞,但出现了一些凹槽。玻纤之间形成了少量的三维网状交叉结构,但重叠分布较少。在中间层中,部分玻纤与轴向方向垂直,玻纤排列较为分散,取向程度较差。
基于以上分析可知,当玻纤含量从低到高变化时,玻纤之间交互作用加剧,形成很多搭接点或缠结点。从整体上看,不同玻纤含量制成的管件外层熔体大致可以分为三层:外层近壁层、中间层及外层近界层。玻纤取向程度沿着管件的径向方向从外到内依次增加。这是因为外层熔体从模具底部射入型腔后,外层近壁层和模具壁面的温度差异会引起强冷却作用,导致外层近壁层熔体温度迅速下降,黏度增加,形成凝固膜,流动性变差。在这种情况下,靠近模具的玻纤在刚接触壁面时便开始凝固,从而导致取向程度较差,而距离模具壁面较远的熔体受到的强冷却作用较小,流动性较好,玻纤能够继续取向并向前运动。此时,外层熔体内部出现速度梯度,使得流速快的熔体补充到流速较慢的位置,形成喷泉流,玻纤取向变得杂乱无章,取向程度变差[19]。中间层和近界层的玻纤取向主要受到内层熔体和气体穿透的影响。由于气体和内层熔体流速较快,可以带动更多外层熔体沿轴向方向运动,在这个过程中,近界层的玻纤受到剧烈的剪切作用,沿着管件轴向方向取向。外层中间层则受到低于外层近壁层强冷却作用的影响,产生剧烈的热交换,使熔体黏度增大,流动性变差,其玻纤取向程度稍微好于外层近壁层[20]。
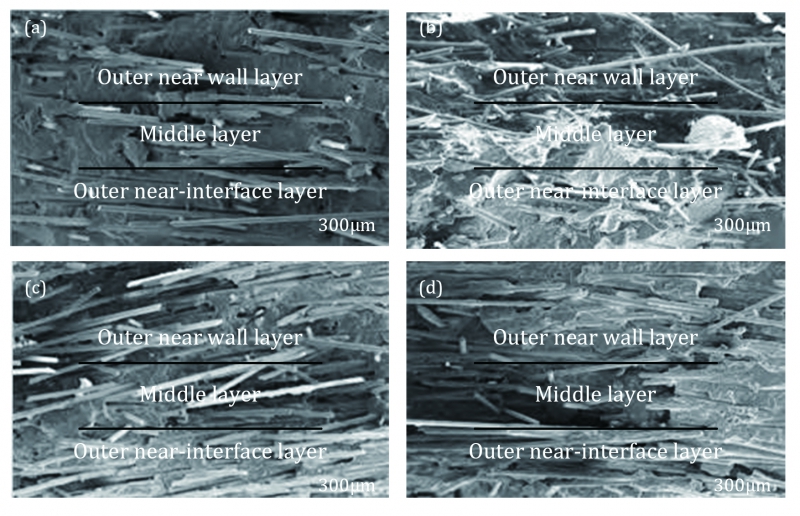
Fig.3SEMimagesof10%~40%LGFRPPcompositeGACIMpipefittings:(a)10%;(b)20%;(c)30%;(d)40%
2.2玻纤含量对管件残余壁厚的影响
采用上述实验方案制备了外层材料为4种玻纤含量的LGFR-PP的GACIM管件,测量管件残余壁厚的方法如Fig.2所示,测量结果如Fig.4所示。
由Fig.4可知,玻纤含量从10%~30%变化过程中,管件总壁厚、外层壁厚及内层壁厚均有所增加。然而,当玻纤含量从30%增加到40%时,总壁厚和内层壁厚减小,外层壁厚增大。在玻纤含量为30%时,管件总壁厚达到最大值,为2.605mm。在玻纤含量为40%时,外层壁厚达到最大值。当玻纤含量为10%时,内层壁厚、外层壁厚及总壁厚均最小。
当玻纤含量从10%增加到30%时,管件总壁厚、内层壁厚和外层壁厚都增加。这可能是由于模具壁面对外层熔体的强冷却作用以及内层熔体和气体穿透时对外层熔体的剪切作用,导致熔体黏度变大,从而使熔体流动性变差。同时,从Fig.3(a~c)可知,玻纤呈纵横交错分布,玻纤与玻纤之间相互交叉排列形成网状结构。这使得外层熔体和内层熔体在玻纤的作用下更牢固的结合在一起。当气体穿透时,气体会优先选择熔体黏度小且流动性好的中间熔体穿透,并推动更小截面的内层熔体向前运动,因此管件总壁厚、内层壁厚和外层壁厚都随之增加。
随着玻纤含量的增加,一方面,玻纤密度的增加导致玻纤之间形成更复杂的三维网状结构,增强了玻纤之间的相互作用。当内层熔体穿透外层熔体时,会携带更多外层熔体向前运动,导致管件外层的残余壁厚变小。另一方面,外层熔体中的玻纤分布密度增大,这增加了外层熔体对内层熔体穿透的阻力,导致内层熔体的流动性变差,因此,气体穿透时,穿透截面减小,外层熔体的残余壁厚增大。当玻纤含量从30%增加到40%时,这两者的作用效果相当,因此管件的壁厚变化不明显。
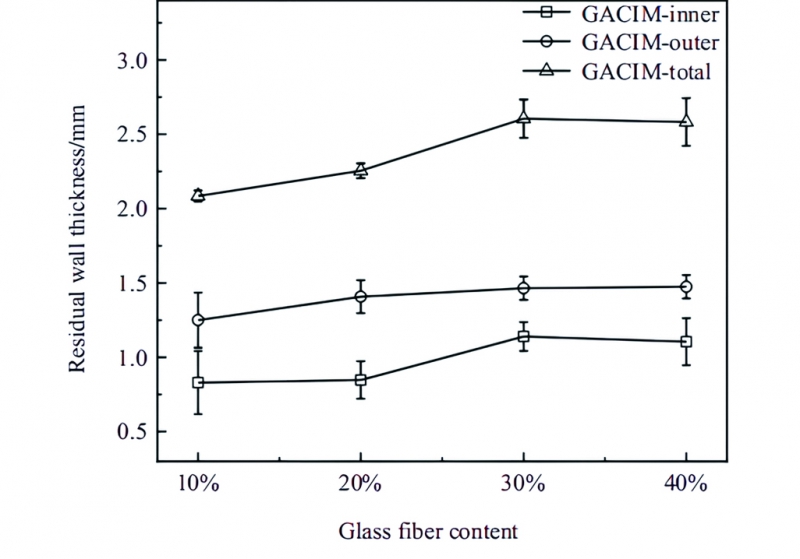
Fig.4EffectofglassfibercontentontheresidualwallthicknessofGACIMfittings
通过计算壁厚标准差,进一步探讨了玻纤含量对GACIM管件成型质量的影响。计算结果如Fig.5所示。从图中可以看出,随着玻纤含量的增加,内层壁厚的标准差呈先下降后上升的趋势。当玻纤含量为30%时,壁厚均匀性最好,其标准差为0.189。在10%至30%的范围内,外层壁厚标准差变化很小,几乎保持不变。同时,总壁厚的标准差呈逐渐上升趋势,最小值为0.128;除玻纤含量为30%的管件外,其他管件的总壁厚、外层壁厚和内层壁厚的标准差排序均为:内层壁厚>外层壁厚>总壁厚。
综合以上分析可以得出,玻纤含量为10%,20%和30%时管件的总壁厚、外层壁厚及内层壁厚均匀性较好。这主要是由于在较低的玻纤含量下,外层熔体中玻纤分布比较均匀且分散,因此内层熔体在外层熔体穿透时运动阻力较小。气体穿透过程中,内层熔体受到外层熔体的影响较小,气体能够平稳的推动熔体向前运动,因此均匀性较好。当玻纤含量增加到40%时,从Fig.3(a~d)及Fig.4可知,外层壁厚持续增加,外层熔体中玻纤分布更加密集,导致其黏度增加,流动性较差。因此,熔体内部会出现速度梯度,进而使熔体横向流动,改变气体运动轨迹,从而使得均匀性变差[19]。
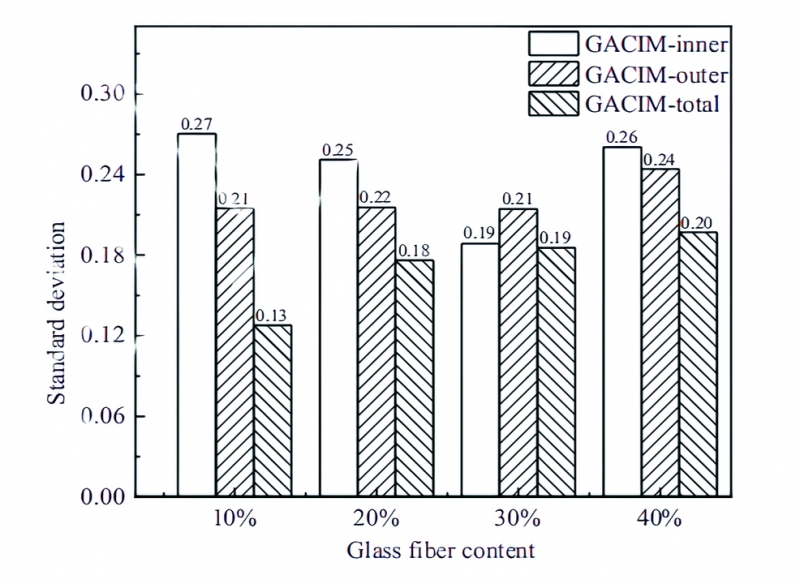
Fig.5EffectofglassfibercontentontheresidualwallthicknessuniformityofGACIMfittings
2.3玻纤含量对抗压强度的影响
采用上述实验方案制备管件,根据国家标准GB/T114152-93对不同玻纤含量的管件进行抗压强度测试,结果如Fig.6所示。
从图中可以看出,随着玻纤含量的增加,管件的最大瞬时爆破压力呈上升趋势,管件抗压强度逐渐提升。在玻纤含量从10%~40%变化过程中,耐压值的增长幅度依次为1.67MPa,0.65MPa和0.59MPa。抗压强度的增幅逐渐减小,表明在一定范围内玻纤含量对管抗压强度有显著影响,但这种影响程度逐渐减弱。
抗压强度逐渐变好,可以从两方面进行分析。首先,从管件玻纤分布的角度来分析,由Fig.3(a~d)可知,在玻纤含量从低到高的变化过程中,玻纤的分布比较均匀。许多玻纤在外层熔体中构成三维网状的骨架结构,部分区域的玻纤互相交织或缠结,形成搭接点或缠结点,当管件受到外力时,玻纤能够将应力从一端传送到另一端,增加应力承受区域。随着三维交叉结构的增加,管件对外力的分散能力明显增强。裂纹通常从纤维两端开始形成,而长纤维端点数量少,从而大幅度提升了抗压强度[21]。其次,从管件壁厚的角度来看,由Fig.4可知,玻纤含量不断增加,管件的熔体黏度增大,流动性变差,导致管件总壁厚增加。因此,管件抗压强度也随之呈现上升的趋势。
增幅变缓主要是因为管件的抗压强度是由玻纤含量和玻纤长度共同影响的[15]。当使用比较低的玻纤含量材料进行注塑成型时,管件内玻纤分布相对均匀,熔体黏度较低,流动性好。此时熔体内部的剪切作用比较弱,玻纤断裂较少,且保留长度较长。因此,抗压强度的变化主要是由玻纤含量的改变引起的。低玻纤含量时增幅较大。
当使用比较高的玻纤含量材料注塑成型时,螺杆转动过程中,螺杆和玻纤之间发生剪切作用,导致玻纤长度变短。随着熔体沿轴向流动,玻纤含量的增加会使外层熔体黏度变大,从而在内层熔体推动外层熔体沿轴向方向运动时阻力增加。在这种情况下,外层熔体内部所受到的剪切作用增强,导致玻纤断裂甚至被拔出,使得玻纤保留长度进一步变短。此时,玻纤更容易出现团聚现象[22]。因此,管件抗压强度的变化主要取决于玻纤的保留长度。当玻纤保留长度较短时,材料力学性能受玻纤影响程度减小。
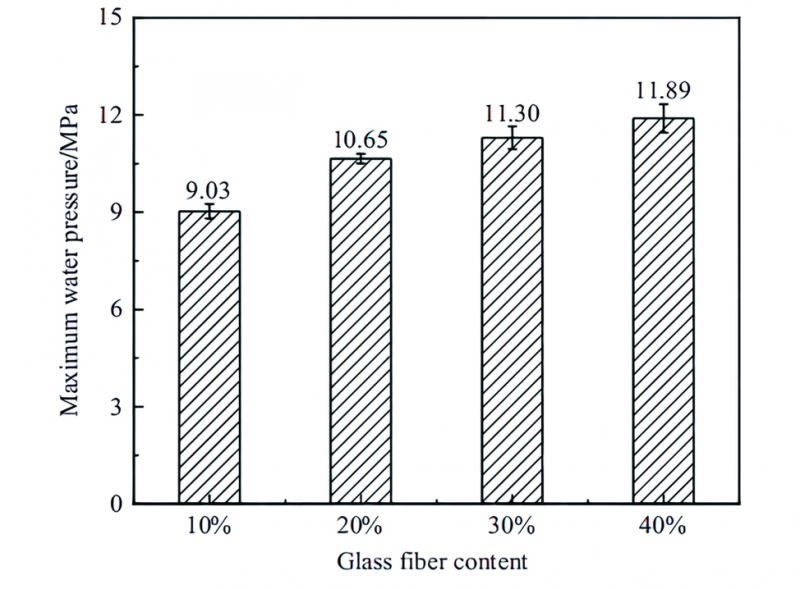
Fig.6Effect of glassfibercontentonthepressureresistanceofGACIMfittings
3结论
对外层材料为不同玻纤含量的LGFR-PP复合材料、内层材料为PP的GACIM管件试样进行了研究分析。结论如下。
(1)通过GACIM工艺制备的管件,其外层熔体按玻纤取向分布可分为:近界层、中间层及近壁层,且沿流动方向各层的玻纤取向程度依次递减。此外,可通过提高模具温度来改善管材中玻纤取向分布。
(2)玻纤含量从10%增加到30%,外层壁厚和内层壁厚均增加,当玻纤含量从30%变化到40%,总壁厚和内层壁厚下降,外层壁厚上升。管件壁厚要求较薄时,选用外层玻纤含量为10%的LGFR-PP复合材料的GACIM管件。
(3)在玻纤含量为10%~40%范围内,管件抗压强度会随着玻纤含量的增加而增强,但影响程度逐渐减弱。抗压强度要求较高情况下,选用外层玻纤含量为40%的LGFR-PP复合材料的GACIM管件。
参考文献:
[1] 仇永宏. 长玻纤增强聚丙烯复合材料结构与性能[J]. 石化技术, 2022, 29(6): 1-3.
[2] Yang X, Chang J, Fang W, et al. Improved impact property of long glass fiber-reinforced polypropylene random copolymer composites toughened with beta-nucleating agent via tunning the crystallization and phase[J] . Polymer Composites, 2021, 42: 3169-3183.
[3] Chen T, Mansfield D C, Ju L, et al. The influence of mechanical recycling on the properties of thermotropic liquid crystalline polymer and long glass fiber reinforced polypropylene[J] . Composites Part B: Engineering, 2020, 200: 108316.
[4] Yang X J, Chang J Y, Fang W J, et al. Improved impact property of long glass fiber-reinforced polypropylene random copolymer composites toughened with beta-nucleating agent via tunning the crystallization and phase[J] . Polymer Composites, 2021, 42: 3169-3183.
[5] Tseng H C, Chang R Y, Hsu C H. Numerical predictions of fiber orientation and mechanical properties for injection
molded long-glass-fiber thermoplastic composites[J] . Composites Science and Technology, 2017, 150: 181-186.
[6] Du B, Li Z, Bai H, et al. Mechanical property of long glass fiber reinforced polypropylene composite: from material to car seat frame and bumper beam[J] . Polymers, 2022, 14: 1814
[7] Kuang T Q, Xu P, Feng Q, et al. Water-assisted co-injection molding of non-circular tubes[J]. IOP Conference Series: Earth and Environmental Science, 2019, 59: 295-303.
[8] 黄淑慧. 气体辅助共注塑工艺的数值模拟与实验研究[D]. 南昌: 华东交通大学, 2015.
[9] Kuang T, Yu C, Xu B, et al. Experimental study of penetration interfaces in the overflow fluid-assisted co-injection molding process[J]. Journal of Polymer Engineering, 2016, 36: 139-148.
[10] Sadabadi H, GhasemiM. Effects of some injection molding process parameters on fiber orientation tensor of short glass fiber polystyrene composites (SGF/PS)[J] . Journal of Reinforced Plastics and Composites, 2007, 26:
1729-1741.
[11] You B S, Zhang K Z, Guo J B, et al. Morphology dynamic mechanical and mechanical properties of long glass fiber reinforced polypropylene and polyvinyl chloride composites[J] . Advanced Materials Research, 2013, 750-752: 107-110.
[12] Foss P H, Tseng H C, Snawerdt J, et al. Prediction of fiber orientation distribution in injection molded parts using Moldex3D simulation[J]. Polymer Composites, 2014, 35: 671-680.
[13] Hou X Q, Chen X Y, Liu B C, et al. Fracture and orientation of long-glass-fiber-reinforced polypropylene during injection molding[J] . Polymer Engineering & Science, 2020, 60: 13-21.
[14] 匡唐清, 冯强, 徐盼, 等. 玻纤含量对短玻纤增强聚丙烯复合材料水辅注塑制品壁厚与微观形态的影响[J].
高分子材料科学与工程, 2020, 36(2): 105-111.
[15] 匡唐清, 朱瑶瑶, 柳和生, 等. 玻纤质量分数对短玻纤增强聚丙烯水辅助共注塑管件的影响[J]. 复合材料学报, 2022, 39(10): 4551-4560.
[16] 安峻莹, 孟征, 苏昱. 长玻纤增强聚丙烯复合材料力学性能的研究进展[J]. 工程塑料应用, 2016, 44(6):
132-136.
[17] 刘家豪. 长玻纤增强聚丙烯水驱动弹头辅助共注塑工艺-形态-性能研究[D]. 南昌: 华东交通大学, 2024.
[18] 袁知焕. 气体驱动弹头辅助注塑的残余壁厚与玻纤取向的实验研究[D]. 南昌: 华东交通大学, 2022.
[19] 匡唐清, 俸三喆, 朱瑶瑶, 等. 玻纤质量分数对长玻纤增强聚丙烯水驱动弹头辅助注塑管件的影响[J]. 高分 子材料科学与工程, 2024, 40(3): 87-97.
[20] 张志坚, 龚颖, 卢康利, 等. 玻纤含量对长纤维增强聚丙烯性能的影响[J]. 工程塑料应用, 2013, 41(1): 35-38.
[21] 曾彪, 刘玉飞, 王宁, 等. 玻璃纤维增强聚丙烯复合材料力学性能的研究进展[J]. 上海塑料, 2015(2): 11-16.
[22] 刘琳, 黄诚珑. 长玻纤增强聚丙烯复合材料的制备及力学性能[J]. 工程塑料应用, 2021, 49(3): 42-46.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













