通过注塑成型工艺制得汽车引擎盖,所用材料为丙烯腈-丁二烯-苯乙烯三元共聚物(ABS),借助Moldflow软件对其进行模流分析,通过响应面代理模型及遗传算法研究成型过程中熔体温度、模具温度、保压压力以及保压时间...
来源: 发布时间:2025年04月21日 14:53:46 阅读:10833
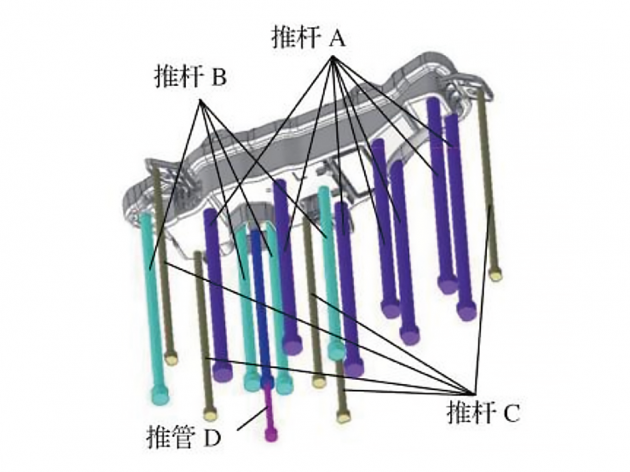
根据汽车杯托底座产品的结构形状与技术要求,设计了两点针阀式热流道进胶的注塑模具。在模具的动模侧设计了多组滑块脱模机构,且为防止产品侧面的加强筋被滑块拉伤,在滑块内部设计了两处顶针。在定模侧设计了两个大...
来源: 发布时间:2025年04月21日 14:24:19 阅读:12318
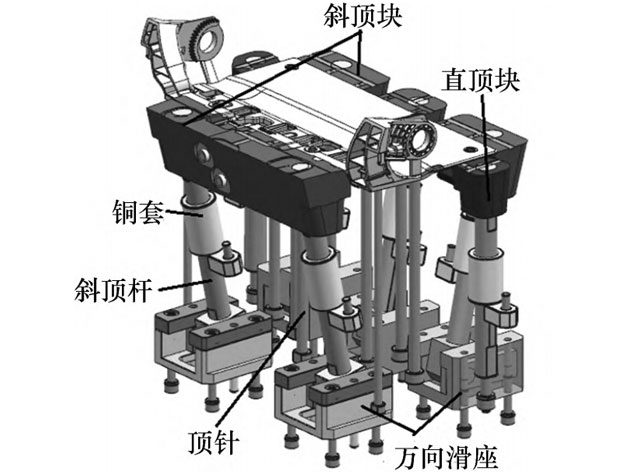
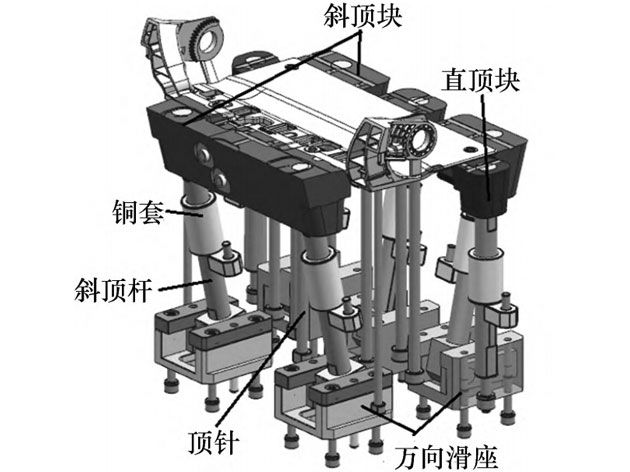
通过对汽车后视镜固定座结构特点及材料性能的分析,拟定该注塑模具的结构方案和设计要点,进而设计一套一模两腔带前模斜顶的注塑模具。设计热流道与普通流道相结合的浇注系统、镶拼式成型零件和精定位机构,确保...
来源: 发布时间:2025年03月11日 10:44:28 阅读:12162
根据汽车空调鼓风机左右盖结构特点设计了一副大型、复杂侧向抽芯注塑模具。模具采用热流道浇注系统以及快速和均衡的冷却系统,成型周期缩短了10 %,精度提高了一级,达到了MT3级(GB/T 14486—2008)。模具通过采用复...
来源: 发布时间:2024年06月12日 08:43:56 阅读:11132
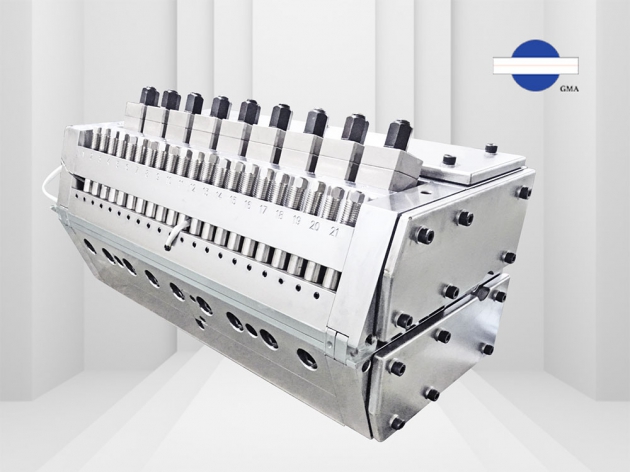
押出模具的设计主要分为三大部分:入料口、流道以及模唇开口设计,其中模唇开口的设计包含对应的模唇调整结构。
来源: 发布时间:2024年02月24日 10:05:02 阅读:10498
阐述了模具在国民经济中的重要性,简介模具材料研发和应用现状,预测发展趋势,重点解析模具表面强化工艺方法,提出了发展模具材料建议,论述了表面强化方法及其选择原则和应用案例,指出振兴民族工业,必须模具...
来源: 发布时间:2023年09月10日 14:26:23 阅读:6018
如今复合材料的诸多优势已经被慢慢发掘,而随着复合材料的发展,复合材料模具的选择就成为制作高质量复合材料的关键,相比于其他复合材料模具,复合材料模具以其低的热膨胀系数,质量轻、热容小等优点慢慢开始用...
来源: 发布时间:2023年09月06日 10:43:04 阅读:5472
唯有同样表现卓越、势均力敌的模具才能将顶尖注塑机的极致性能发挥得淋漓尽致。模具是注塑机的核心,它不仅赋予了注塑部件完整的结构和精确的尺寸,更是与注塑机“协同作战”,彼此成就。
来源: 发布时间:2021年07月09日 10:50:02 阅读:14138
2020年7月2日在上海举办的2020塑料行业 - 荣格技术创新奖颁奖典礼上,赫斯基凭借最新推出的Ultra Helix™ 250T2阀针式浇口,成为“模具及配件”大类的获奖企业之一
来源: 发布时间:2021年06月24日 10:53:04 阅读:14091






























 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


