模具可看成一个热交换器。其热量的传递主要靠对流、辐射和传导等方式完成。塑料熔体以200℃左右的温度注入模具,冷却到制品脱时约60℃左右的温度。其间所释放的热量约有5%左右以辐射、对流的方式散发到大气中,其...
来源: 发布时间:2018年12月17日 17:09:56 阅读:8314
产生凹痕的根本原因是材料的热胀冷缩,因为热塑性塑料的热膨胀系数相当高。膨胀和收缩的程度取决于许多因素,其中塑料的性能,最大、最小温度范围以及模腔保压压力是最重要的因素。
来源: 发布时间:2018年11月02日 17:07:01 阅读:9672
模具选材是整个双色模具加工过程中非常重要的一个环节,双色模具选材需要满足三个原则,满足耐磨性、强韧性等工作需求,同时应满足经济适用性。
来源: 发布时间:2018年06月15日 10:40:19 阅读:6110
针对在塑料流延模具设计过程中部分参数需要通过实验才能够确定的问题,运用有限元分析软件Polyflow,通过仿真分析得到了需要反复实验才能够确定的模具结构参数数值,同时经过实验验证了仿真分析所确定的模具结构...
来源: 发布时间:2018年05月18日 14:48:14 阅读:7377
PVC料因为价廉,与生俱来具备防炎性质,而且强硬坚固,抗化学能力佳,收缩率为0.2-0.6%,产品在电器、机械、建筑、日用品、玩具、包装上应用日益广泛,针对PVC料的特性,分析产品注塑工艺如下:
来源: 发布时间:2018年04月08日 13:49:42 阅读:6511
二次成型模具与双色模具区别:A,双色模具:两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。
来源: 发布时间:2018年02月25日 15:28:16 阅读:5316
排气槽的作用主要有两点:一是在注射熔融物料时,排除模腔内的空气;二是排除物料在加热过程中产生的各种气体。越是薄壁制品,越是远离浇口的部位,排气槽的开设就显得尤为重要。
来源: 发布时间:2017年09月30日 10:56:25 阅读:4463
分模这事,是每个设计的必修课。可是分模时有很多地方,往往因为一些个人习惯,或者一些厂的做事风格,容易出现很多问题。
来源: 发布时间:2017年09月29日 11:29:37 阅读:4245
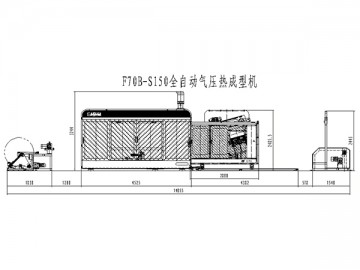
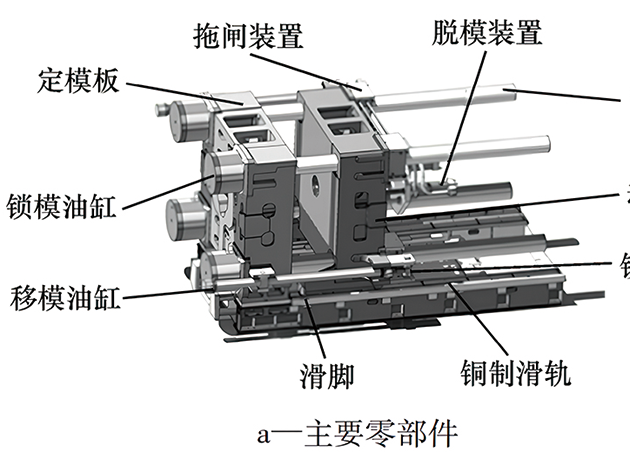
本文介绍近年来国内外翻转模塑片气压热成型机设备生产现状,工艺流程,重点介绍设备结构、关键技术、制造工艺的工匠精神,体现在设备构造之中,最后指出塑片气压热成型机设备发展方向
关键词:塑片气压热成型机;...
来源: 发布时间:2017年08月28日 17:44:15 阅读:6549
































 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


