在使用注塑机时,注塑机液压系统可能出现的故障是多种多样的。它是许多因素综合影啊的结果,离散性比较大。因此,在进行故障诊断时,必须对引起故障的因素逐一分析,注意其内在联系,找出主要矛盾,这样才能比较...
来源: 发布时间:2019年04月01日 09:49:14 阅读:8128
随着近年来模具工业的快速发展,同时新技术,新工艺的应用范围不断扩大和进步,从传统的经验积累到软件开发的应用已有了质的变化。
来源: 发布时间:2019年03月20日 14:48:30 阅读:6747
结晶型塑料的结晶度与结晶形态影响到制品的物理、机械性能。若成型时的冷却速度慢,有利于结晶的进行,可以提高结晶度。因此,要得到机械性能优良与表面光泽好的制品对于模温的控制是极为重要的。
来源: 发布时间:2019年03月14日 15:24:22 阅读:8951
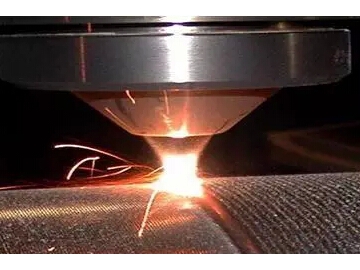
激光熔覆技术,是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术。
来源: 发布时间:2019年03月12日 10:10:21 阅读:8987
随着塑料流经注射成型机和模具的不同部分,由于阻力和摩擦的影响,作用于塑料流动前沿的压力就会有损失。另外,随着塑料接触模壁,它就开始冷却,增加塑料的粘度,从而要求额外的压力推动塑料前进。
来源: 发布时间:2019年03月07日 11:46:33 阅读:7884
成型机锁模力不足。选择注塑机时,机器的额定锁模力必须高于注射成型制品纵向投影面积在注射时形成的张力,否则将造成胀模,出现分型面毛边。
来源: 发布时间:2019年02月08日 09:47:58 阅读:8817
模具温度是注塑成型中最重要的变量——无论注塑何种塑料,必须保证形成模具表面基本的湿润。
来源: 发布时间:2018年12月29日 15:18:58 阅读:6841
长玻纤增强PP注塑工艺及注塑方式:长玻纤增强型聚丙烯(PP)部件通常由注塑长玻纤粒料制成。一种新型一步式工艺可将聚丙烯和玻璃纤维配混在一起,直接生产注塑部件。两种方法各具特色,采取何种方式,应根据部件...
来源: 发布时间:2018年12月24日 11:47:57 阅读:8378
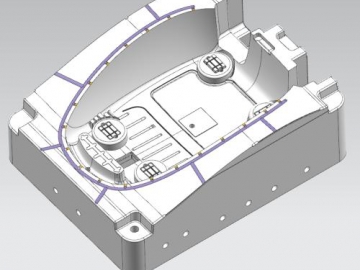
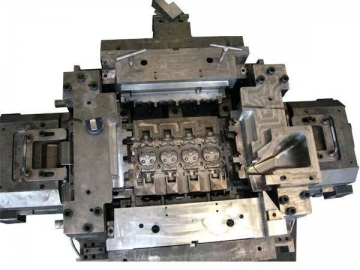
大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。塑料模具结构分为两部分:动模和定模。
来源: 发布时间:2018年12月24日 10:46:14 阅读:7733































 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


