









刘艺驰(宜宾五粮液股份有限公司,四川宜宾644000)
摘 要:目的 对融合层压聚合物后铝基包装材料的阻隔效果变化进行研究。方法 在多种环境下,通过聚乙烯醇与铝基包装材料融合,验证分子链的变化情况,结合分子密度的改变,输出当前的阻隔效果。在处理后的铝基材料中融入不同比例、不同PVOH层数的纳米黏土,并根据实时透氧状态验证最终的阻隔效果。结果在氧气和水蒸气测试环境中,样本1和样本2在与层压聚合物同步受压后,其内部孔隙变得更加密集和聚合。选定的铝基包装材料在2%、5%、8%和12%的纳米黏土PVOH层作用下,得出的透氧率均在40%以下。结论层压聚合物在通过物理屏障、分子堆积后实现增效,与铝基材料互补,具有协同性和针对性,反映了整体阻隔性能的提升。
关键词:层压聚合物;铝基包装;包装材料;阻隔性能;协同效应;阻隔变化
铝基包装材料因其自身致密结构的特征,被视为高阻隔包装的标杆,相较于其他阻隔材料,铝基材料在氧气、水蒸气等环境下的防渗透效果更为卓越。但是此类材料多呈现出多元化与动态化的状态,在实际应用时固有局限性会逐渐凸显出来,导致复杂加工过程中物品产生微裂纹,进而引发阻隔性能断崖式下降[1]。不仅如此,这种材料单一的结构特征还会导致热封适应性不足,从而限制其最终的阻隔效果。针对上述问题,本文提出了对层压聚合物与铝基包装材料阻隔性能协同效应的分析和研究。
层压聚合物是采用层压技术将不同聚合物复合而成的多层结构材料。在该材料的协同作用下,通过调控聚合物的分子量分布,并在多种环境下调整材料的交联密度和共混比例,可以在不断变化的条件下实现阻隔性能与加工性能的平衡[2]。基于此,纳米填料的引入,也可以增加聚合物基体中的变化效应,强化气体扩散的定向阻力,提升铝基材料界面的相容性,协同提升阻隔效果,为复合包装材料处理技术的创新和升级提供技术指导。
1.实验准备
铝基包装材料选定厚度为8μm的纯铝箔,确保其为工业级别的材料即可;AL/PP结构的铝塑复合膜;而层压聚合物材料则选定聚乙烯醇、乙烯-乙烯醇共聚物等,在对铝基包装材料进行核验时形成协同效应[3]。基于上述基础性材料,还需准备部分辅助试剂,主要包括硅烷偶联剂KH560、无水乙醇、重铬酸钾、浓硫酸和浓盐酸、去离子水、纳米黏土等,规格统一为分析纯,将准备的材料按照要求放置,保证其状态的稳定。
结合实验材料与环境的布署,设置辅助应用的实验设备,具体如下表1所示。
表1实验使用仪器设备
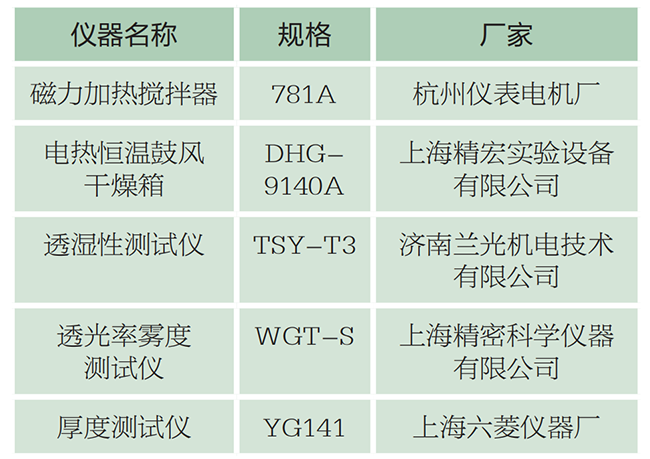
对表1中的实验仪器进行调试校准,按照实际的应用需求调整参数标准,保证其在测试的过程中稳定且可控,提升实验的精准性。
针对磁力加热搅拌器,需预先校验其搅拌转速的精度控制范围及温度显示偏差,确保在聚合物溶液制备过程中实现均匀混合与精准控温,其温度波动误差需控制在±0.5℃以内。电热恒温鼓风干燥箱需进行温度场均匀性验证,通过多点布控热电偶传感器,确认在65℃~120℃,内箱温差不超过±2℃,保障铝基材料预处理及聚合物涂层干燥过程的一致性。透湿性测试仪需严格按照GB/T1037-2021标准进行校准,采用标准膜样验证其透湿量测试精度,确保测试误差≤3%;同时对测试腔体内的湿度控制模块进行标定,保证相对湿度调节范围内的控制精度达到±2%RH。透光率雾度测试仪需通过标准白板及标准雾度片进行基线校准,确保透光率测试误差≤1%,雾度测试误差≤0.5%,为材料光学性能表征提供数据支撑。厚度测试仪需校验其压力传感器的稳定性,设定测试压力为100kPa时,重复测量同一铝箔样本的厚度偏差需≤0.1μm,保障材料受压前后的厚度变化数据准确性。
所有仪器在完成校准后需进行空载运行测试,连续运行2小时后记录关键参数漂移量,确保各项指标均处于仪器说明书规定的允许误差范围内。
2.实验方法
由于纯铝箔表面存在各种杂质、氧化物以及微观缺陷,这些因素会影响后续实验中材料与层压聚合物的相互作用。为保证最终阻隔性能的测试结果最佳,实验前需要先对铝基包装材料的纯铝箔进行预处理。将该材料剪裁为正方形,使用无水乙醇和硅烷偶联剂KH560融合清洗,反复冲洗,利用电热恒温鼓风干燥箱烘干。无水乙醇清洗可去除有机污染物,硅烷偶联剂KH560水解后形成硅醇键,与铝箔表面的羟基通过缩合反应形成稳定的Si-O-Al共价键,增强聚合物与金属的界面相容性。在65℃的水浴中,按照2:3:70的比例逐次放入重铬酸钾、浓硫酸和浓盐酸三种试剂,搅拌均匀之后,把清洗过的纯铝箔放入其中浸泡30min,进行氧化还原反应,生成致密的含铬氧化物钝化层。需要注意的是,整个过程需要将水温保持在50℃~65℃,不能过高或者过低,避免过度腐蚀或反应不充分。静置时间结束后,仍然需要反复冲洗,烘干备用。
根据上述设定,需要对层压聚合物进行应用处理,以此保证实验中与铝基包装材料结构的一致。选用规格为250mL的圆底烧瓶作为反应容器,并挑选大小适配的磁性搅拌子。将聚乙烯醇与硅烷偶联剂KH560溶剂按照比例均匀混合后,使用分液漏斗将混合试剂逐量移入烧瓶中[4]。装有混合试剂的圆底烧瓶放置在磁力搅拌器上,转速设置为400rpm,进行磁力搅拌。20min之后,观察搅拌后的溶液状态。如果出现分层现象,则使用移液管向溶液中每次增加10mL去离子水,继续以400rpm的转速搅拌10min,完成对层压聚合物的预处理。
反复冲洗与烘干之后的铝基包装材料在经过处理之后,其理论密度和实际密度会发生一定的变化,此时计算出理论密度[5]。
具体如下公式1所示:

式1中,表示理论密度,表示铝基体体积分数,表示颗粒变化值,表示体积差。基于材料的质量守恒和体积变化原理,通过精确测量和计算各参数的值,可以得到铝基包装材料的理论密度。
以理论密度作为约束条件,利用层压聚合物进行阻隔性能的协同测试。
拟定氧气、水蒸气的实验环境,将层压聚合物通过外力下压至铝基包装材料的纯铝箔之中,此时,使用厚度测试仪测量纯铝箔的真实厚度,与初始厚度对比,分析受压后厚度的变化数值[6]。在此基础之上,利用透湿性测试仪测定实际密度,与理论密度比对,计算出致密度,如下公式2所示:

式2中,表示致密度。该数值的变化反映了当前铝基包装材料密度的变化过程和状态。铝基材料在氧气、水蒸气的环境下,容易因为对折和空隙导致局部位置的阻碍能力降低。在层压聚合物的压入后,内部的分子链出现致密堆积,压折出现的缝隙也得到了弥补,形成了坚固的屏障,以此来实现预期的阻隔效果,一定程度上弥补了纯铝箔材料包装时的缺陷[7]。
以上是对铝基材料互补阻隔的实验,在此基础之上,从填料增效的角度出发,使用纳米黏土,展开阻隔性能的增效实验[8]。纳米黏土作为一种新型的纳米材料,具有独特的层状结构和较大的比表面积,能够提高材料阻隔性能。首先明确阻隔增效的气体扩散路径和原理,具体如下图1所示。
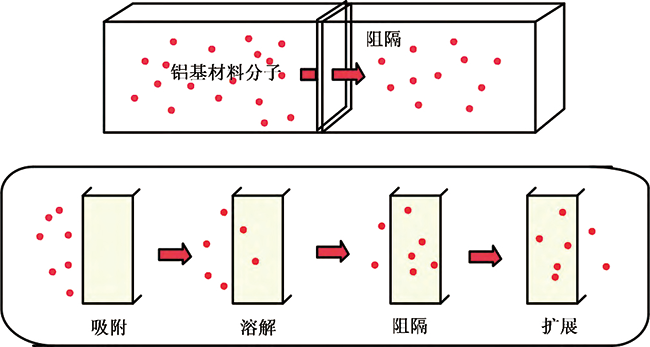
图1铝基材料阻隔增效气体扩散原理
根据图1所示的扩散原理,当铝基材料发生分解后,气体分子原本的扩散路径会发生变化。使用纳米黏土可以延长当前的阻隔路径长度,从分子动力学的角度来看,纳米黏土的层状结构可以阻碍气体分子的自由扩散,使其需要绕过纳米黏土的层片,从而增加了扩散路径的长度和难度。在可控范围内,通过纳米黏土降低纯铝箔PVOH层的透氧效果[9]。PVOH层是铝基包装材料中重要的阻隔层,其透氧性能直接影响着整个包装材料的阻隔效果。纳米黏土的加入可以与PVOH分子相互作用,形成更加致密的网络结构,进一步阻止氧气分子的透过。并计算出实际的透过率,具体如公式3所示:
式3中,表示透过率,表示透气点,表示PVOH层扩散路径,重复增效路径,表示可阻隔范围。根据计算得出的透过率进行阻隔效果的分析,不同条件及环境下,透过率的变化也反映了铝基材料阻隔效果的变动[10]。但是需要注意的是,PVOH层的变化是持续性的,且受聚合物体积与受压的影响,覆盖作用的范围整体较为有限。
3.实验结果分析与讨论
为验证最终的阻隔效果,选定氧气、水蒸气两种环境,使用透湿性测试仪和透光率雾度测试仪,先随机测定出融合层压聚合物的铝基包装材料分子链,分析实际的致密度。按照密度的变化情况,展开对比验证,具体如下图2所示。
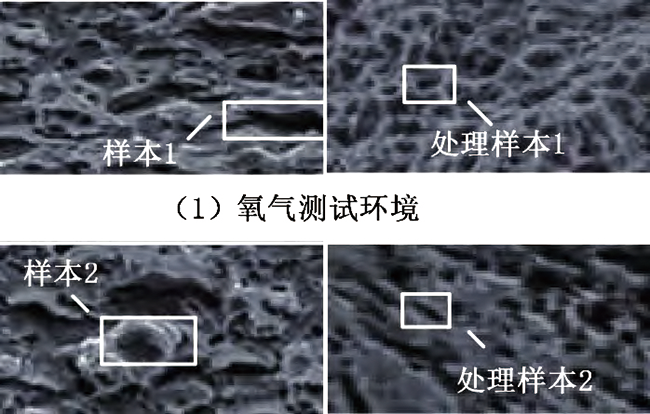
图2多环境下铝基包装材料分子阻隔状态结果
根据图2结果分析,氧气、水蒸气测试环境样本1和样本2初始状态下,分子之间的孔隙相对较大,在融合层压聚合物之后,两种样本内的阻隔孔隙缩小,这说明其对外部因子的防护能力增强。此外,两种样本与层压聚合物同步受压之后,孔隙整体更为密集、聚合,这在一定程度上也说明此时内部的分子链逐步发生堆积,外侧分子的极性基团逐步向内聚拢,形成了一个更具阻隔性的外部屏障,进一步弥补了纯铝箔的阻隔缺陷,综合能力明显高于单一铝箔结构,提升了阻隔性能,实现协同防护。
从物理角度展开后续的阻隔验证和分析,准备2%、5%、8%和12%的纳米黏土PVOH层作为基础的阻隔实验条件,测试材料覆盖面积中随机选择6个测点,分析融合纳米黏土之后,铝基包装材料的透氧率,具体结果见图3所示。
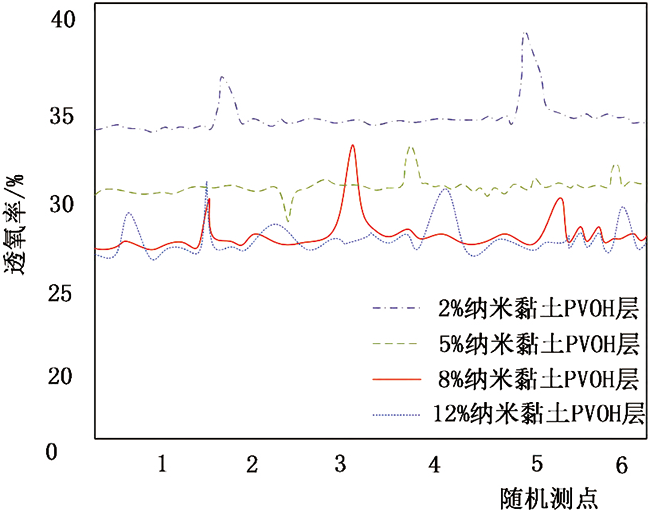
图3铝基包装材料透氧率结果分析
根据图3结果分析,选定的铝基包装材料在2%、5%、8%和12%的纳米黏土PVOH层作用下,得出的透氧率均在40%以下,输出的最高点分别为39%、34%、38%和30%,透氧率下降,说明针对于外部因素的阻隔效果显著提升。增加纳米黏土PVOH层实际是一种物理性的阻隔方式,通过黏土性的聚合物层融入,逐步延长气体的实际扩散路径,过程中PVOH层会对当前的气体逐步分解,最大程度降低透氧效果,在原有的基础之上,强化与铝箔的复合协同效应。
通过层压聚合物的作用,对铝基包装材料阻隔性能协同效应结论总结。聚乙烯醇一类的层压聚合物与铝基材料同步受压时,材料分子链会逐步堆积,密度增加,说明其阻隔能力增强;而纳米黏土一类的聚合物在与铝基材料进行物理受压之后,透氧率逐步下降,也反映了该材料阻隔性能的提升。层压聚合物在通过物理屏障、分子堆积后实现增效,与铝基材料的互补,显著提升整体阻隔性能,协同性与针对性较强,符合实验测试的标准。
4.结语
融合层压聚合物对铝基包装材料阻隔性能协同效应展开验证和比对分析。基于分子堆积和物理阻挡两个角度研究。当聚乙烯醇增压铝基材料时,其内部的分子链中的分子会持续堆积,进而增加材料整体密度,并扩展覆盖范围,起到高阻隔的效果;而纳米黏土的应用主要是以物理融合的方式,延长气体扩散路径,过程中进行分解与抵挡,达到协同阻隔的效果,逐步强化铝基包装的防护能力,弥补孔隙与折痕的缺陷,为后期相关技术的提升和完善奠定基础。未来研究可进一步探索不同类型层压聚合物与铝基材料的界面相容性机制,以及在多场耦合环境(如温湿度循环、机械应力等)下材料的长期稳定性与功能性演变。此外,面向绿色包装发展趋势,环境友好型聚合物的开发与循环利用设计也将成为重要研究方向。本研究成果不仅有助于提升铝基包装材料的综合性能,也为新一代高性能可持续包装材料的开发提供了技术支撑和前瞻思路。
参考文献:
[1] 卢文琪,任志娟.建筑工程中纸基包装材料的创新应用与性能分析[J].华东纸业,2025,55(7):25-27.
[2] 庄伟彬,曹庆,覃龙健,等.原位合成(TiC+Al3Ti)增强铝基复合材料组织及性能研究[J].功能材料,2025,56(7):7140-7145.
[3] 胡勇,路世峰,杨滔,等.FeCoCrNiMn/6061铝基复合材料的组织性能[J].材料研究学报,2025,39(5):353-361.
[4] 姜昊,刘聪斌,马壮.原位自生TiB2/7075铝基复合材料组织及力学、摩擦磨损性能研究[J].精密成形工程,2025,17(5):132-142.
[5] 杨莲,耿燕,张业倩,等.镀铜石墨烯增强6061铝基复合材料组织及力学性能[J].特种铸造及有色合金,2025,45(3):386-389.
[6] 李帅奇,高增,刘闪光,等.不同含量原位自生TiB2颗粒增强ZL114A铝基复合材料的组织与性能[J].机械工程材料,2024,48(12):58-64.
[7] 马炜袁,仲翌京,李旺,等.食品用软木基包装材料的阻湿和保冷性能研究[J].包装工程,2024,45(23):47-53.
[8] 岳花娟,王欢.一种新型纤维素基包装材料的研制与应用设计[J].粘接,2024,51(2):69-72.
[9] 杜新云,张雪,侯磊磊,等.纤维素涂布对纸基食品包装材料阻隔性能影响的研究进展[J].中国造纸学报,2025,40(2):88-102.
[10] 岳雅娟,王俊,赵硕硕,等.药品及食品包装用聚乙烯膜阻隔性能研究[J].绿色包装,2024(5):29-32.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













