










(1.宿迁学院,江苏宿迁223800;2.南阳职业学院智能制造技术学院,河南南阳474500)
摘 要:为满足汽车C柱上饰板对外观质感、装配精度及轻量化的生产要求,本文基于低压注塑包覆成型工艺,设计开发了1模2腔阀式热流道倒装模具。通过UG软件构建产品三维模型,系统开展结构、成型及材料工艺性分析,确定选用质量分数20%滑石粉填充改性聚丙烯作为注塑基体材料,聚氯乙烯人造革复合面料作为表面包覆材料,兼顾产品结构强度、轻量化需求与外观触感性能。模具设计融入多项创新方案:采用延拓式分型面,规避面料刺穿风险;设计“4点顺序阀式热流道+冷流道浇口”的倒装浇注系统,从型芯侧进胶以避免产品外观包覆面缩痕;配置挂布针与压布块组合式面料压边定位机构,保障包覆面料的精准定位与结构完整性。同时,采用整体式成型零部件结构提升注塑精度,搭配“油缸+滑块”与“斜顶杆+斜顶块”组合侧向抽芯机构来适配复杂结构的成型,设计差异化对称水路冷却系统确保温度场均匀性,完成模具整体装配设计并阐明其工作原理。借助Moldflow软件开展CAE模流分析,通过双层面网格划分与“充填-保压-翘曲”注塑过程模拟,验证浇注系统与工艺参数的合理性。结果表明,塑件充填均匀,无短射迟滞现象,温度场稳定,最大注射压力为56.47MPa(低于工艺上限60MPa),最大翘曲变形量控制在±3.5mm设计范围内,各项关键指标均满足技术要求,为同类汽车内饰件的低压注塑包覆模具设计、成型过程模拟及试模参数优化提供了科学依据与工程借鉴。
关键词:汽车C柱上饰板;模流分析;低压注塑包覆成型工艺;倒装模具设计;延拓式分型面
随着汽车行业的不断发展和消费者需求的升级,人们对汽车内饰件审美、舒适度及功能性的要求日益提升。作为汽车内饰件的重要组成部分,C柱饰板在提升美观与实用性方面起到了关键作用[1-2]。
汽车内饰件制造中常用的塑料成型工艺包括传统注塑、气辅成型、低压注塑包覆成型以及微发泡成型等。其中,低压注塑包覆成型技术因其在控制生产成本、保障产品使用性能与结构强度方面的优势,同时能够提升内饰的外观质感和乘坐舒适性,目前已广泛应用于汽车内饰件的生产过程中[3]。
低压注塑包覆成型工艺的基本原理是将表面覆盖材料[如聚氯乙烯(PVC)、无纺布等]固定在模具型腔侧的面料压边定位机构上,在合模后利用注塑机以较低的注射压力(≤60MPa)将熔融塑料注入型腔,从而实现面料与塑料基体在模内一体成型[4-6]。低压注塑包覆成型工艺过程如图1所示,整个工艺过程主要分为以下4个阶段。
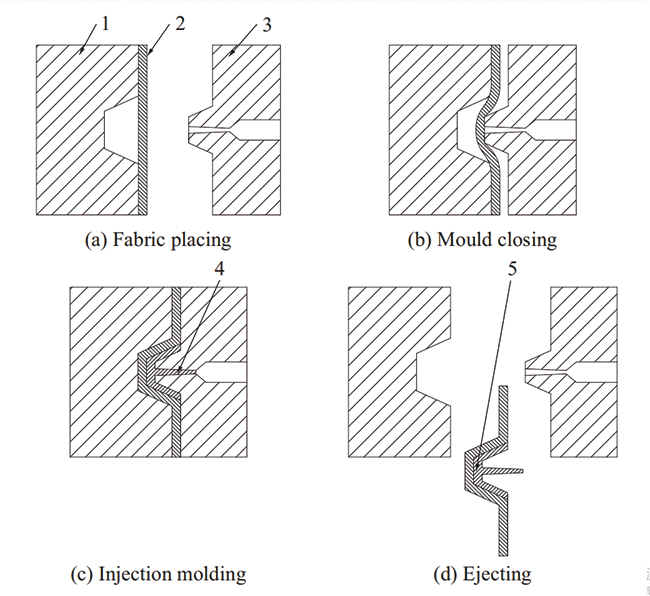
图1 低压注塑包覆成型工艺过程
(1)放入面料:将裁剪好的面料平整完好地固定在模具型腔的面料压边定位机构上,确保其在后续成型过程中保持稳定;
(2)模具合模:模具进行合模操作,为注射成型提供封闭的型腔空间;
(3)注射成型:在较低注射压力下,将熔融塑料注入模具型腔,使塑料基体与表面覆盖材料在模内实现紧密结合;
(4)顶出脱模:待塑料冷却固化后,模具开模并通过顶出机构将成型件从模具中顶出,完成整个成型过程。
本文基于某车型C柱上饰板的结构特征与生产工艺要求,结合模具设计领域的专业知识,设计开发了一副采用1模2腔布局的低压注塑倒装模具,针对浇注系统设计了“阀式热流道+冷流道浇口”结合的形式,采用从型芯侧进胶的方式。为了便于安装和定位面料,增加了面料压边定位机构,并将分型面设计为延拓式来防止面料被刮破。系统梳理并归纳了成型部件设计、侧向抽芯机构与CAE模流分析等关键环节,最终成型过程模拟达到生产标准及要求,从而保障成品符合预设的质量标准,为同类汽车内饰件的低压注塑包覆模具设计、成型模拟、试模参数提供了参考依据。
1 汽车C柱上饰板工艺性分析
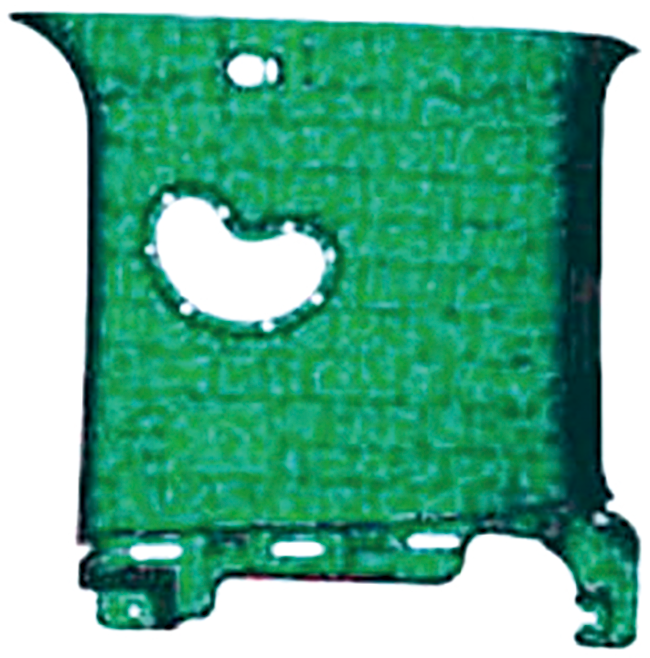
1.1 结构分析
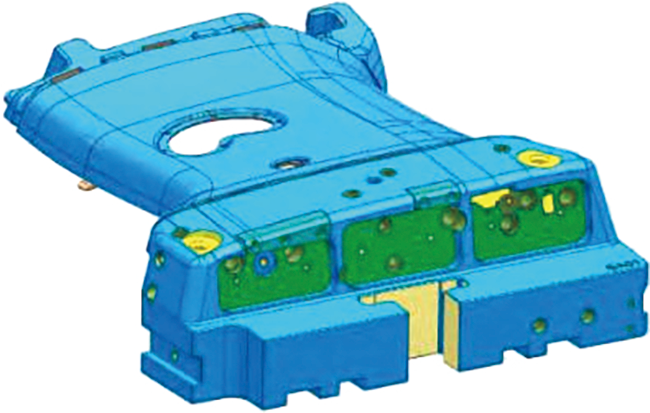
采用UG软件对汽车C柱上饰板进行三维模型建立,如图2所示。从图2可以看出,该产品属于壳体类产品,最大外形尺寸为437mm×406mm×148mm,基本壁厚为2~3mm;其内部设计较多加强筋来大幅提升塑件刚性并防止成型过程中的变形;构造多个凸台、凹穴及卡扣结构来满足产品装配要求,需要设计相应的侧向抽芯机构对这些结构进行辅助成型。
1.2 成型要求分析
(1)产品A面应与包覆面料充分融为一体,不易脱落;
(2)产品注射阶段的压力上限设定为60MPa,以避免损伤面料;
(3)为满足实际生产需求,提高生产效率,产品模具设计采用1模2腔布局;
(4)该产品整车组装时需与其他产品配合,对其开模方向的翘曲控制要求严格,最大允许翘曲变形量限定在±3.5mm范围内;
(5)鉴于该产品应用于汽车立柱,其制造过程须符合环保标准,以保障座舱内空气质量[7]。
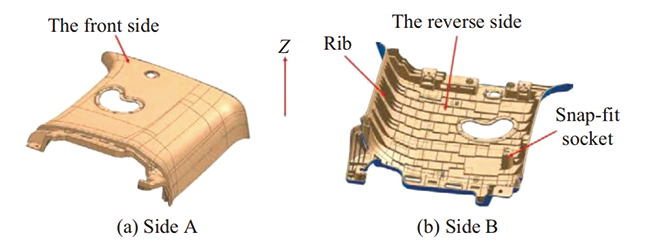
图2 汽车C柱上饰板三维模型
1.3 材料分析
汽车C柱上饰板采用的塑料基材为质量分数20%滑石粉填充改性聚丙烯(PP)塑料(PP-TD20)。该材料力学性能优异,加工性能良好,成型后的产品尺寸稳定性高;并且具有优异的耐化学腐蚀性,滑石粉的加入使材料耐热性大幅度提高;同时PP-TD20材料相对密度较小,在保证强度的前提下,有助于实现产品的轻量化设计[8]。对于A面包覆层,则采用PVC人造革复合面料。该面料不仅能够满足外观美观性和触感舒适性的要求,还能与低压注塑工艺良好结合,确保面料与塑件基体在模内一体成型过程中实现高效粘接,从而提升产品的整体质量和性能[9]。
2 汽车C柱上饰板低压注塑包覆模具设计
2.1 浇注系统设计
本次设计的塑件采用低压注塑包覆成型工艺,来实现包覆面料与产品基材在模具内的一体注射成型。鉴于塑件A面覆盖包覆面料,不具备开设浇口的工艺条件,所以将浇口设置于塑件B面,采用型芯一侧进胶方式,与常规模具结构相比该模具整体结构为倒装模[10-11]。
为避免因浇口处厚度过大导致产品A面产生缩痕,且该缩痕无法被包覆层有效遮盖,结合实际生产经验,确定热流道转冷流道浇口直接进胶形式,冷流道浇口始端直径为2.5mm,末端直径为3mm,高度设定为15mm。同时,为缩短成型周期、提高材料利用率,并进一步保障产品质量的稳定性与一致性,浇注系统采用4点顺序阀式热流道结构,其中主流道与分流道的直径均设计为18mm。汽车C柱上饰板4点阀式热流道直接浇口如图3所示。
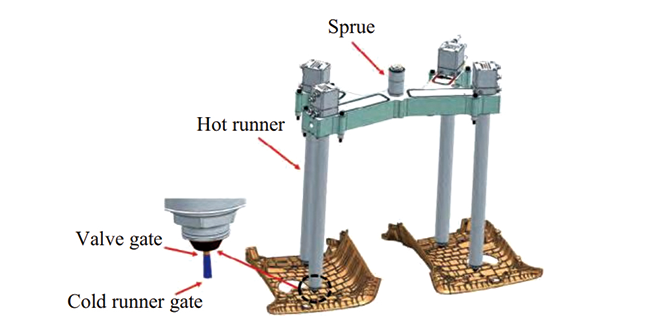
图3 浇注系统
2.2 分型面设计
汽车C柱上饰板采用低压注塑包覆成型工艺,鉴于该工艺的特殊性,其分型面设计与传统注塑工艺存在显著差异。传统注塑分型面设计通常以制品最大外形投影边界为基准进行平面延伸,而本次设计结合型芯包覆工艺的特殊要求及分型线压合精度需求,创新采用重构分型基准的设计策略——将分型基准确定为制品内壁最大包络轮廓线,沿该轮廓线向下延伸形成延拓式分型曲面。同时,为避免注塑过程中面料出现褶皱、破损等问题,分型面转角区域均进行R角处理,确保过渡平滑[5]。延拓式分型面有效规避了深腔及转角位置可能出现的面料刺穿风险,保障了面料与塑料基体一体注射成型的质量。延拓式分型面如图4所示。
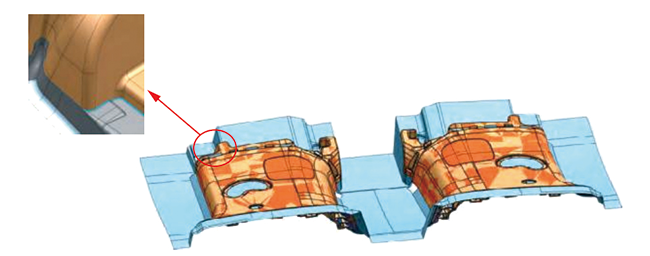
图4 分型面
2.3 面料压边定位机构设计
由2.2分型面设计可知,本次模具设计的分型面高度差较小,且产品表面相对平坦,设计固定式挂布针与压布块组合机构,将面料均匀平整地铺置于成型件表面,来避免在合模过程中面料出现褶皱甚至破损,实现对面料的精准固定与拉紧[4]。
面料压边定位机构如图5所示。图5a所示的挂布针采用固定式结构,不具备高度调节功能,主要依靠面料自身的延展性完成定位固定,可有效节省模具内部空间。图5b所示的压布块作为辅助固定机构,压布块设置在距离塑件约30mm的高度位置,且其高度比分型面高出2~3mm,确保能将面料充分压实,以防止合模及注塑过程中面料发生位移。同时,为避免压布块长期运动后出现复位卡死问题,且防止拉毛面料,需在压布块的四个侧面设计5°的斜度,以保障机构运动的顺畅性与面料的完整性。
(a) Fabric hanging pin
(b) Fabric pressing block
图5 面料压边定位机构
2.4 成型零部件设计
在成型零部件设计过程中,需兼顾产品自身结构特点与模具冷却系统布局,确保注塑过程中产品结构稳定、尺寸精准;同时以塑件特性为基础,统筹考虑成型效率与生产效益的匹配性,从而实现最优成型效果[12]。
本次设计中,型腔与型芯均采用整体式结构,型腔尺寸设计为1360mm×720mm×263mm,型芯尺寸为1360mm×720mm×262mm。相较于镶块式设计,整体式结构可有效消除零件拼接产生的缝隙,保障塑件表面形成无缝纹理;同时凭借其优异的结构刚性与尺寸稳定性,能够满足汽车内饰件对注塑精度的严苛要求。此外,由于本次塑件采用面料包覆工艺,因而需在动模与定模之间预留合理空隙,确保面料能够顺利放入模具型腔,为后续注塑包覆成型提供良好的工艺条件。成型零部件设计如图6所示。
(a)Cavity
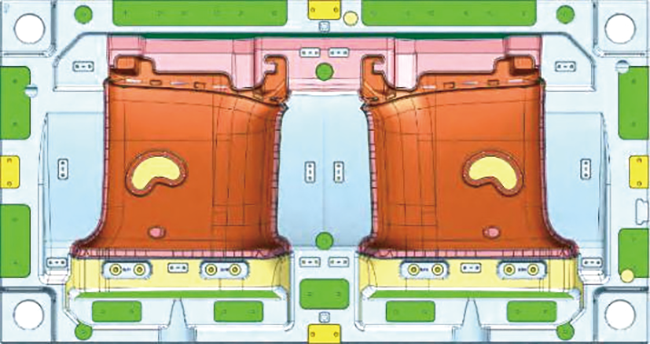
(b)Core
图6 成型零部件设计
2.5 侧向分型与抽芯机构的设计
针对汽车C柱上饰板中的侧向凸台与凹穴结构,本次设计采用“油缸+滑块”侧向分型抽芯机构。模具开模后,油缸提供稳定的侧向抽芯动力,驱动滑块沿预设导向路径完成抽芯分型。相较于弹簧抽芯方式,油缸不仅能输出更大的抽芯力,还具备动作精准、运行稳定的优势,可有效保障复杂侧向特征的脱模可靠性[13]。
对于塑件底部的卡扣座结构,采用“斜顶杆+斜顶块”组合抽芯方案。开模后,在底部滑座的传动作用下,斜顶杆带动斜顶块沿倾斜轨迹运动,实现对底部卡扣座特征的精准抽芯,确保塑件结构完整且无脱模损伤[14]。侧向分型与抽芯机构如图7所示。
(a) Slide core

(b) Angle ejection pin and angle ejection block
图7 侧向分型与抽芯机构
2.6 顶出机构的设计
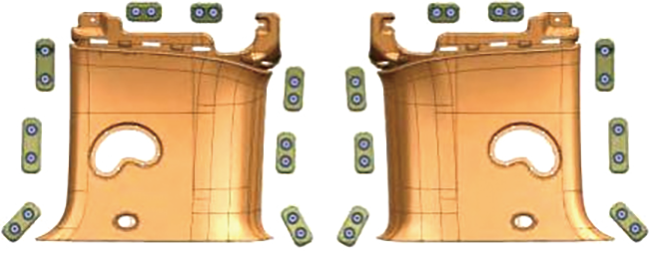
为保障塑件顶出过程中受力均匀、不发生变形,且考虑模具采用倒装结构,因此在顶出机构设计过程中,需精准避让热流道部件,避免运动时发生干涉。在单个型腔中分别设置15组“直顶块+直顶杆”组合结构,实现对塑件关键部位的平稳顶推;
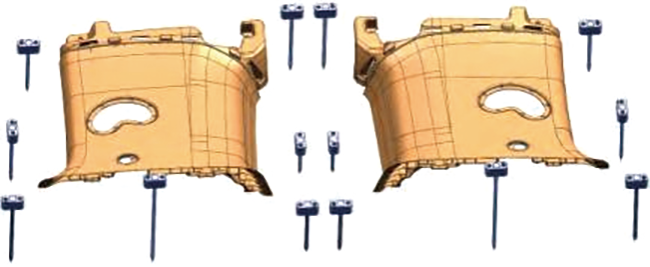
同时在型腔两侧搭配布置12组直径为6mm的圆顶针,进一步辅助脱模,确保顶出动作的可靠性[15]。考虑到顶出部件数量较多,所需动力较大,特在模具两侧各增设一个油缸作为动力源。该模具的顶出机构如图8所示。
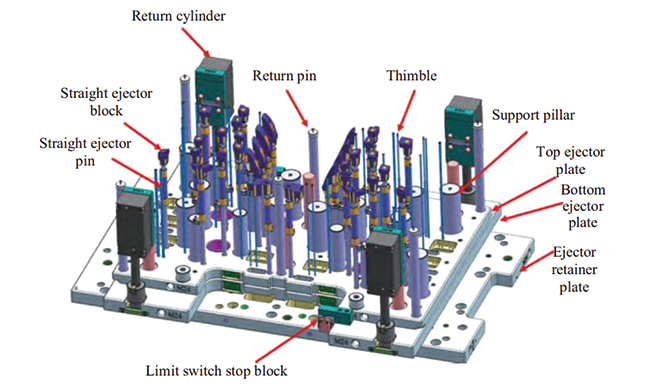
图8 顶出机构
模具开模后,两侧油缸同步启动,驱动整个顶出机构将塑件与浇注系统凝料一同推出。当顶出机构运行至预设行程并触发行程开关后,油缸反向工作,带动顶出部件沿复位杆的导向轨迹精准复位,为下一次注塑循环做好准备,保障模具运行的连续性与精度。
2.7 冷却系统的设计
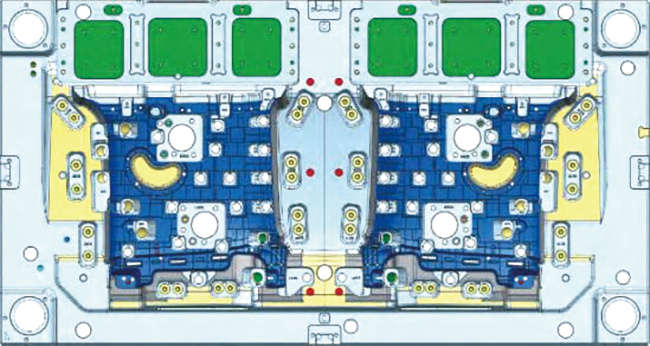
冷却系统采用差异化水路布局策略:在型腔部分设计4组直径11.5mm的直流式水路与4组直径18mm的隔板式水路;在型芯部分则布置10组直径11.5mm的直流式水路及10组直径18mm的隔板式水路。通过对称且高密度的水路设计,可确保塑件在成型阶段获得充分、均匀的循环冷却,有效避免因局部温度差异导致的翘曲变形等质量问题,为高效稳定的批量生产提供可靠保障。冷却系统如图9所示。
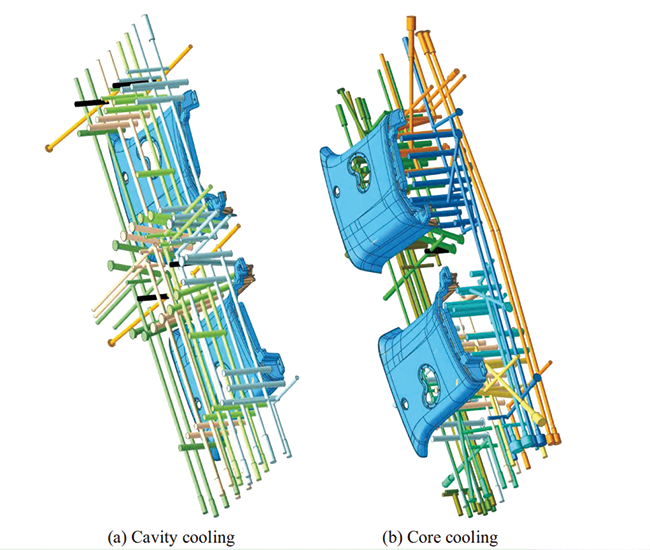
图9 冷却系统
2.8 工作原理
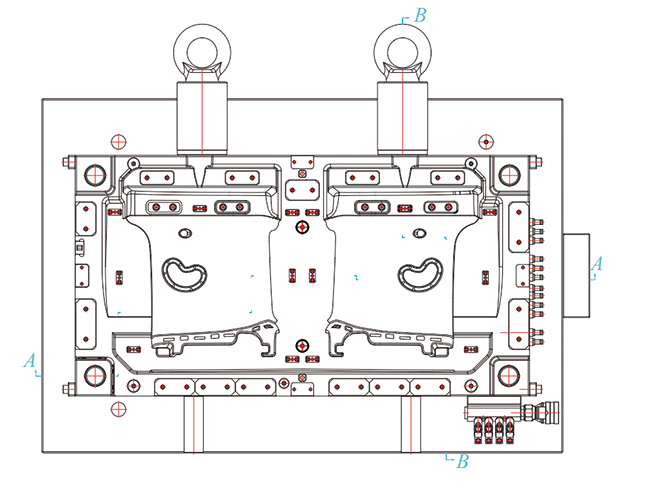
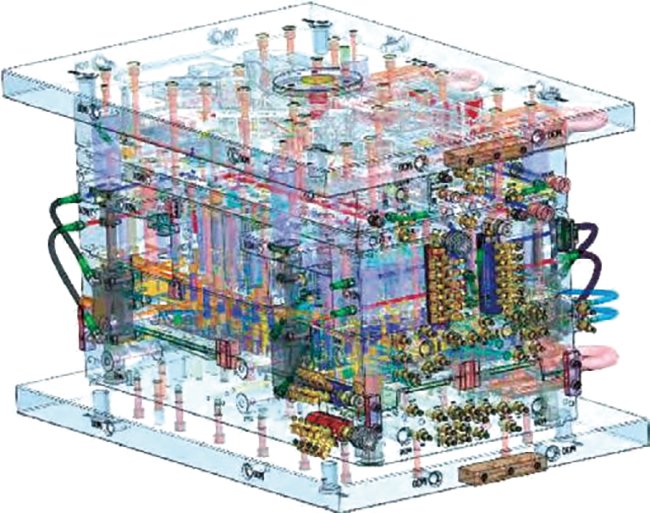
汽车C柱上饰板低压注塑包覆成型模具二维总装图如图10所示。模具工作原理如下[3]。
(1)模具安装与物料准备:首先通过定位圈将模具精准固定于注塑机指定工位,确保安装稳固;随后将选定的塑料颗粒送入注塑机料斗,通过机筒加热装置使塑料颗粒逐步熔融,直至形成满足注塑要求的均匀熔体。
(2)开模与面料铺设固定:注塑机驱动动模与定模分离,完成开模动作。操作人员手工将PVC人造革复合面料平整铺设于动模表面,通过预设的挂布针与压布块协同作用,将面料精准定位并压实,防止合模及注塑过程中出现位移或褶皱。
(3)合模与精度检查:注塑机驱动动模向定模方向移动,开始合模流程。当模具接近闭合状态时暂停动作,检查面料是否被面料压边定位机构牢固固定且无明显偏移,确认无误后继续合模,直至动、定模沿分型面完全闭合,保障模具密封性能。
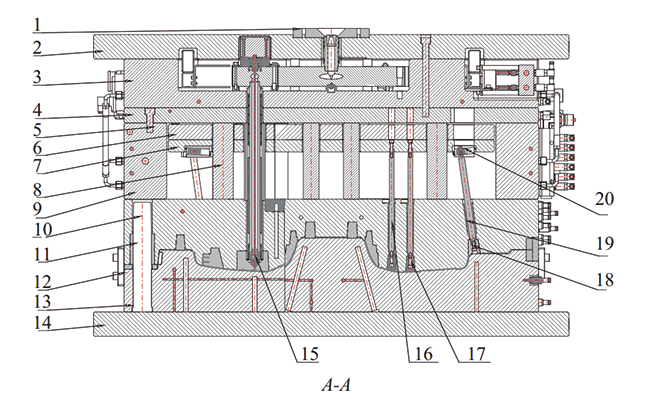
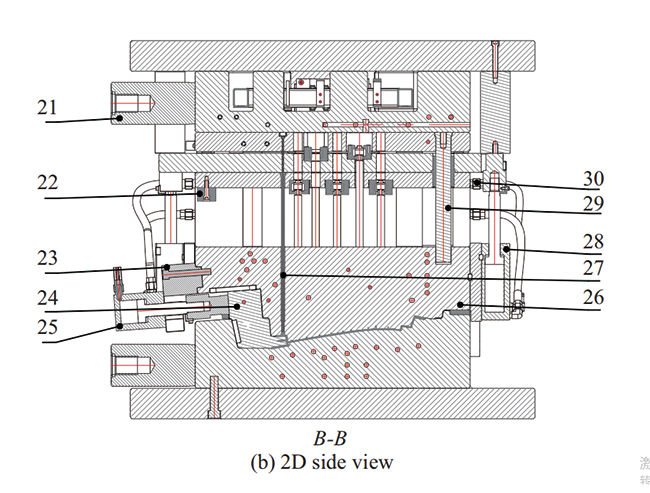
1—Locating ring;2—Fixed mould plate;3—Hot runner plate;4—Ejector rod rtainer plate;5—Hexagonal socketscrew;6—Bottom needle plate;7—Face needle plate;8—Support pillar;9—Spacer block;10—Guide pillar;11—Guide sleeve;12—Mould locking block;13—Cavity;14—Moving Mould plate;15—Hot runner;16—Straight ejector rod;17—Straight ejector block;18—Oblique ejector;19—Oblique ejector rod;20—Oblique ejector seat;21—Mould foot;22—Limit block;23—Cylinder fixed block;24—Slider;25—Slider cylinder;26—Core;27—Ejector pin;28—Ejector pin plate cylinder;29—Ejector pin plate guide pillar;30—Waterway connector
图10 汽车C柱上饰板低压注塑包覆成型模具图
(4)注塑充填、保压与冷却:合模到位后,注塑机启动注塑程序,严格遵循“充填-保压-冷却”的工艺顺序。熔融塑料在螺杆的推送作用下,依次经过主流道、分流道,最终通过阀式浇口注入模具型腔。型腔充满后,注塑机维持稳定压力进行均匀保压,以补偿塑料熔体的收缩;待所有浇口关闭后,启动冷却系统对塑件进行降温固结。
(5)二次开模与顶出作业:当塑件完成冷却周期达到固化要求后,注塑机执行开模程序,驱动动模沿分型面与定模完全分离。在分型面充分开启后,液压驱动系统先回收推块组件,随后万向滑块机构联动斜顶杆完成侧向抽芯动作;待所有侧向抽芯单元复位后,顶出机构同步驱动推板及顶杆,将成型塑件与浇注系统残料一同从模具中顶出。
(6)机构复位与循环准备:塑件被取出后,复位杆组在弹性元件的作用下,引导推板系统精准复位,并带动侧抽芯单元回归初始位置。复位检测传感器确认所有运动部件均到达安全工位后,完成复位流程。操作人员随即准备新一轮面料铺设,模具进入下一个注塑循环的待命状态。
3 汽车C柱上饰板低压注塑CAE模流分析
3.1 网格划分
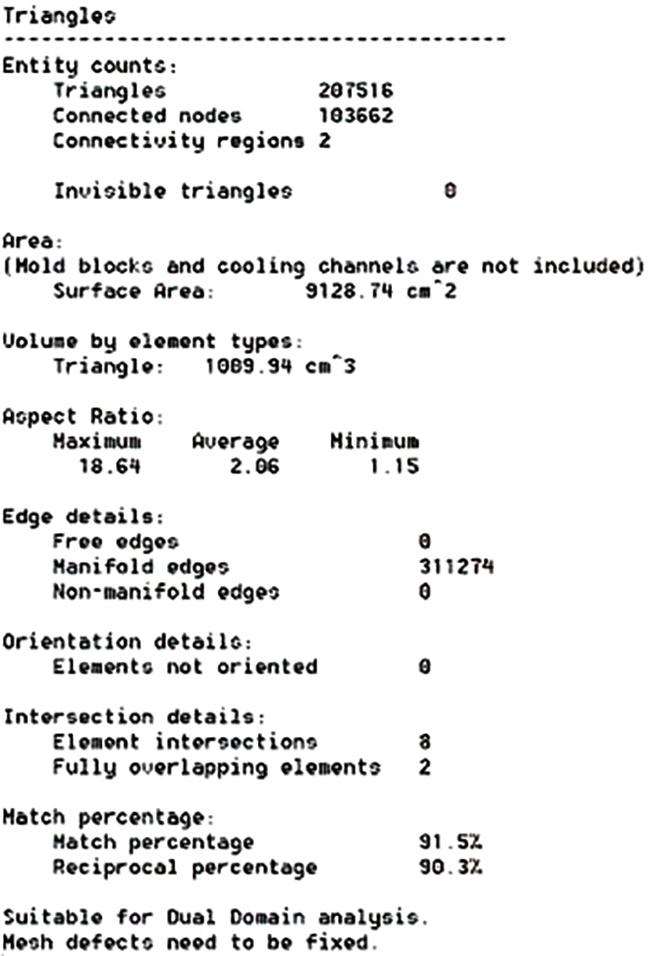
将塑件及浇注系统放入Moldflow模流分析软件中进行网格划分,采用双层面网格,以精准模拟熔体充模过程及流动特性。划分网格边长为4mm,总网格数量为207516个,网格匹配率均超过90%,且无自由边、多重边等网格缺陷,满足Moldflow分析的技术要求[16]。网格划分结果如图11所示。
(a)Grid division result
(b)Number of gridcells
图11 汽车C柱上饰板网格划分结果及数量
3.2 CAE模流分析
在Moldflow模流分析软件中进行注射成型仿真分析,选择“充填-保压-翘曲”的分析序列,工艺参数设置为:注射时间3.5s、熔体温度230℃、速度压力切换时充填体积占比99%、冷却时间20s、保压时间9s、保压压力40MPa。分析结果如图12所示。由图12a充填等值线可以看出,塑件在4.140s充填完成,且充填等值线均匀,无短射及迟滞现象出现;图12b流动前沿温度反映了塑件在成型过程中材料温度的整体情况,温度稳定在230℃左右,塑件表面最大温差约为2.5℃,而材料推荐成型温度范围为210~250℃,没有超过面料包覆温度300℃,不会导致熔体击穿面料;由图12c速度/压力(V/P)转换图可得,在充填99%时,V/P控制转换时的最大压力为56.08MPa,由图12d可得,注射压力充填阶段最大注射压力为56.47MPa,符合低压注塑关于注射压力小于60MPa的要求;由图12e看出,成型过程中所需的最大锁模力为963.7t,低于预定机台最大锁模力1250t;图12f中,熔接线主要分布在碰穿孔位置处,并被控制在产品强度较好位置,无断裂风险,由于产品外观面有面料包覆,对熔接线有遮挡作用,因此可以忽略;图12g和图12h反映了体积收缩率和Z方向翘曲变形量,塑件表面整体分布比较均匀,相邻区域体积收缩率差值小于3%,最大体积收缩率为12.83%,沿Z+方向的翘曲变形量最大值为3.386mm,沿Z-方向的翘曲变形量最大值为3.054mm,能够满足装配需求且符合客户要求的最大翘曲变形量控制±3.5mm以内的标准。
4 结论
(1)结合汽车C柱上饰板的结构特征与包覆成型需求,成功设计了1模2腔阀式热流道倒装模具。通过优化浇注系统参数、创新延拓式分型面设计及配置专用面料压边定位机构,有效解决了面料褶皱、刺穿及缩痕等技术难题,保障了面料与塑料基体的一体化成型质量。
(2)模具采用“油缸+滑块”侧向抽芯机构与多组顶出组件的组合设计,配合差异化对称冷却水路布局,实现了塑件高效稳定成型。实际应用表明,模具运行平稳、脱模可靠,生产效率与产品合格率显著提升。
(3)MoldFlow模流分析结果验证了模具设计的合理性与成型工艺参数的可行性。充填过程无短射与迟滞现象,熔体温度稳定在230℃左右,最大注射压力56.47MPa,Z方向最大翘曲变形量为3.386mm,各项指标均满足设计规范与装配要求,为低压注塑包覆成型模具设计、制造与试模提供了科学依据。
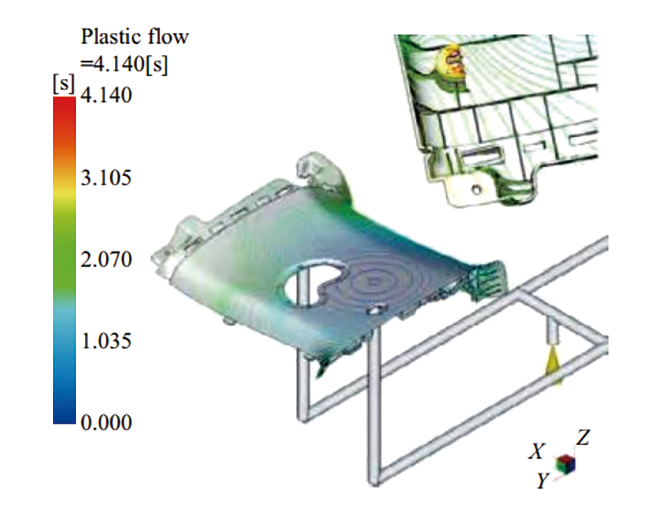
(a)Filling contour lines
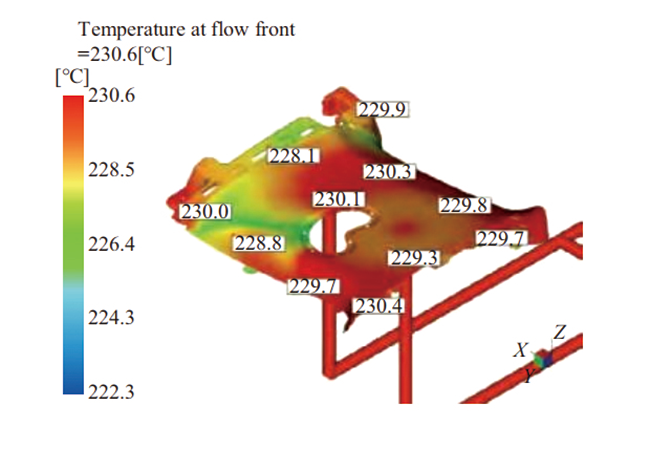
(b) Flow front temperature
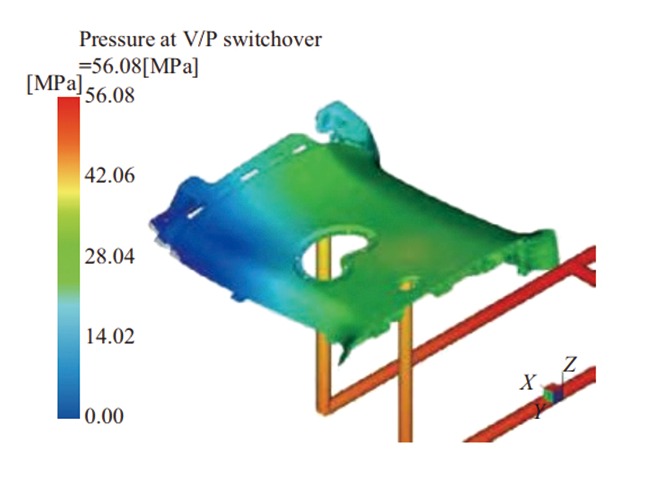
(c) Pressure at V/P switchover
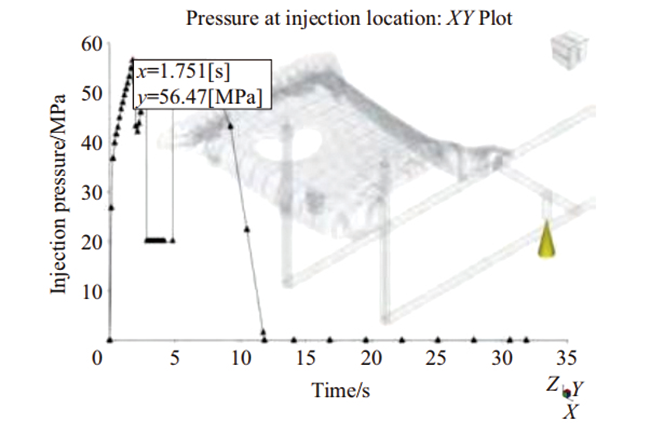
(d) Injection pressure
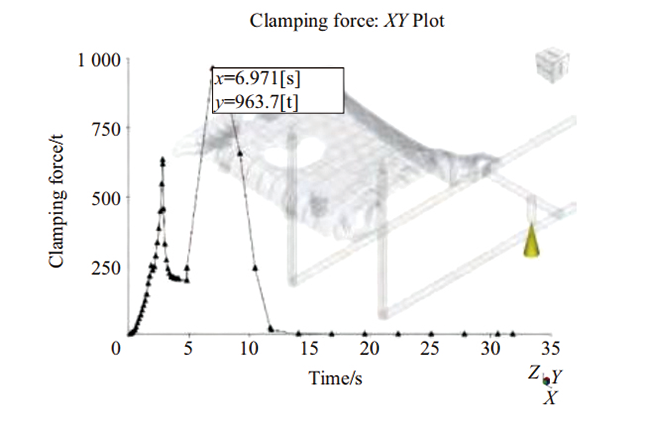
(e)Clamping force
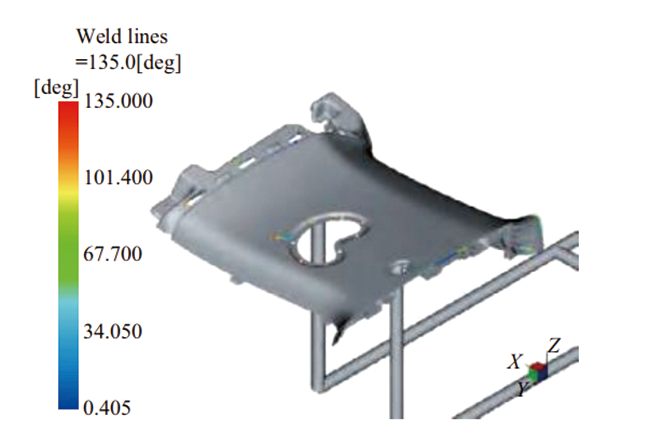
(f) Weld lines
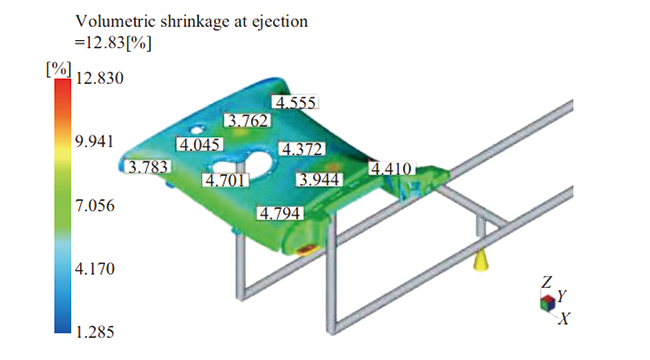
(g)Volume shrinkage rate
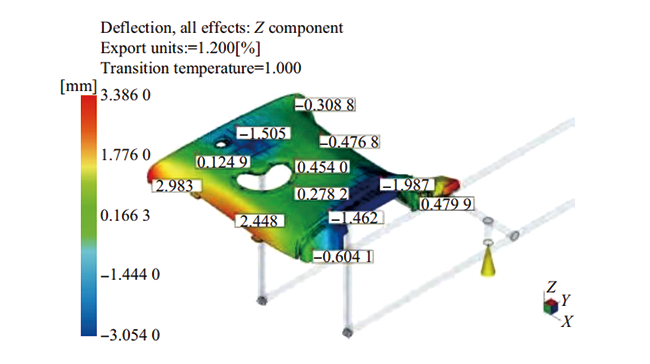
(h) Warpinthe Z direction
图12 CAE模流分析结果
参考文献
[1] 白亚赛.轿车豪华内饰件包覆成型温度影响及调控研究[D].长春:吉林大学,2023.
[2] 赵丹华,顾方舟.汽车内饰的造型设计与设计研究[J].包装工程,2019,40(16):43_61.
[3] 王哲.汽车内饰B柱布料包覆低压成型工艺模具设计[J].塑料,2021,50(6):109_113,118.
[4] 徐利津,王红亮,尤志军.低压注射模设计要点及缺陷分析[J].模具制造,2019,19(8):45_47.
[5] 张文超,吴迪,张晗,等.汽车前A柱上饰板低压注塑包覆成型工艺分析与模具设计[J].中国塑料,2025,39(4):104_110.
[6] 朱春州.内饰低压注塑件质量控制研究[J].山东工业技术,2018(23):1_3.
[7] 闵良,何佩芸.汽车内饰用仿麂皮复合面料低压注塑质量提升研究[J].中国新技术新产品,2022(4):48_51.
[8] 熊小羽.汽车立柱饰板的设计及其刚度分析[J].南方农机,2023,54(11):145_148.
[9] 徐澜心.绿色可持续汽车内饰用PVC人造革材料的开发[D].上海:东华大学,2022.
[10] 郑子军,李香芬,王声杭,等.汽车泵盖圆弧抽芯倒装式热流道模具设计[J].工程塑料应用,2025,53(5):109_114.
[11] 庄雨乐,赵利平,秦瑞亮,等.一套复杂的倒装热流道注塑模具设计[J].中国塑料,2024,38(9):107_111.
[12] 陈攀.基于UG的精密模具结构设计[J].武汉工程职业技术学院 学报,2023,35(1):18‒22.
13] 费晓瑜,郑伟.汽车车灯边框薄壁件多向侧抽芯注塑模具设计[J].工程塑料应用,2020,48(10):80‒85.
[14] 刘晓飞.汽车前大灯灯壳复杂侧抽芯注塑模具设计[J].工程塑料应用,2021,49(11):99‒103,108.
[15] 范国良,路英华.周转箱注塑模具及其四侧面滑块推出脱模机构设计[J].工程塑料应用,2018,46(9):94‒99.
[16] 刘长城.汽车空调风口本体注塑成型工艺参数多目标优化研究[D]. 昆明:昆明理工大学,2024.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













