









(1.北京工商大学,计算机与人工智能学院,北京100048;2.中国农业机械化科学研究院集团有限公司,北京100083;3.塑料卫生与安全质量评价技术北京市重点实验室,北京100048)
摘 要: 高速旋转的螺杆挤出过程中形成了复杂的流体动力学场,滑移现象的存在影响物料的流变特性和挤出过程的稳定性,为了更准确地分析挤出机内部的流体力学行为,需要分析滑移条件下,不同螺杆转速对啮合双螺杆挤出过程的影响。采用相对运动法设计出的螺杆挤出模型转换为可进行仿真分析计算的流体力学(CFD)模型,通过在机筒内壁和螺杆表面上设定可使物料发生滑移的应力边界来等效其表面的粗糙度,模拟螺杆内物料的流动情况,分析滑移条件下,不同螺杆转速的挤出过程中流道内物理场变化和挤出物料的力学性能。研究发现,增加螺杆转速后,双螺杆挤出流道内压力升高,剪切速率增大,螺杆转速在合理范围内的增加可以使添加剂分布更均匀,挤出物料的力学性能也得到了显著提升。因此,在实际生产过程中,可通过适当提升螺杆的转速改善挤出过程的物理场环境,加强螺杆的混合能力,提升挤出物料的产品质量。
关键词: 滑移现象;螺杆挤出;同向啮合;异向啮合;螺杆转速;有限元分析
0引言
双螺杆挤出机作为塑料制品加工的重要设备,在加工过程中,影响其加工效率和产品质量的因素较多[1]。
陈宇强[2]通过调节螺杆转速研究了聚丙烯挤出过程中产品尺寸和密度的变化,发现,适度增加螺杆转速可以提高产品密度,但是,当转速太高时,产品尺寸不稳定。张泓洋[3]利用高速摄像技术研究了螺杆转速对熔体流动速度和均匀性的影响,结果表明,适当地增加螺杆转速可以提高熔体的流动性和均匀性。刘文杰[4]采用实验的方法研究了螺杆转速对挤出过程中能耗和生产效率的影响,结果表明,在一定范围内,适度增加螺杆转速可以降低挤出机的能耗并提高生产效率。井龙[5]采用Mooney法则计算了复合材料的壁面滑移速度,结果表明,剪切速率越大,滑移现象越明显。Muensted[6]采用激光多普勒测速仪直接研究了聚合物在狭缝中流动的壁面滑移行为,发现,不同聚合物在不同剪切速率下的行为存在差异。
在双螺杆挤出过程中,随着螺杆转速的增加,流道内压力和剪切速率的变化规律需要涉及复杂的流体力学、热力学以及机械动力学等。文章将深入分析其机理,包括物料在螺杆槽内的流动行为、螺杆结构对流体动力学的影响、挤出过程中的能量转化以及影响流道内压力和剪切速率的各种因素,并详细解释这些现象的物理原理、基础理论以及工业应用中的实际意义和优化方法。
1 模型的建立
1.1 几何模型
根据如表1所示的螺杆元件和流道结构参数,建立了同向双螺杆挤出模型和异向双螺杆挤出模型,分别如图1、2所示[7]。
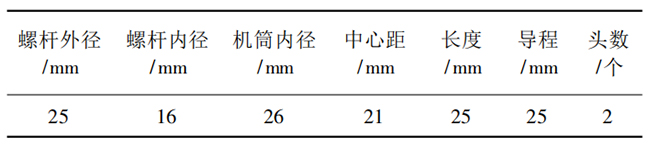
表1螺杆元件和流道结构的参数
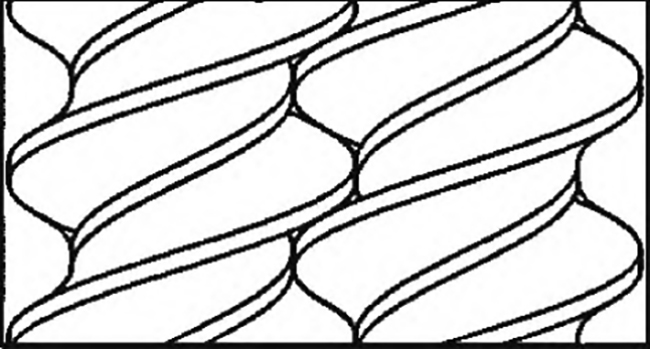
图1同向双螺杆挤出模型
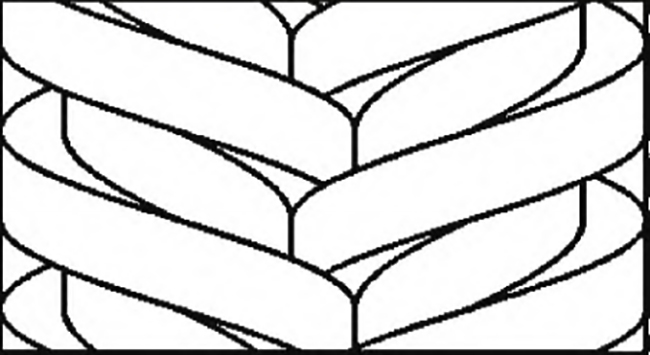
图2异向双螺杆挤出模型
1.2数学模型
在进行有限元分析前,需要进行如下基础假设,保证模拟的合理性和规范性[8]:
(1)熔融体不可压缩且充满整个流道,因此,需满足流体力学3个基本方程,分别为连续性方程、运动方程及能量守恒方程。
(2)流场中,各个位置的熔融体温度相同且保持恒定,因此,无需满足能量守恒方程。
(3)忽略重力与惯性力,由于这2个力远小于黏性力和体积力,呈现非牛顿流体特性,选用Bird-Careau本构方程如式(1)所示。

公式1
式中:η0为零剪切黏度,Pa·s;γ为剪切速率,s-1;λ为松弛时间,s;η∞为无穷剪切黏度,Pa·s;n为流动指数。
2 有限元模拟
2.1 建立模拟原料参数
选择190℃下的聚乳酸(PLA)作为模拟使用的材料,对应的Bird-Careau本构方程中的参数为η0=2504.235,λ=0.0607,n=0.253,非牛顿流体的无穷黏度η∞的取值通常为1[9]。
2.2 模型转换
将三维挤出模型中螺杆元件和流道模型分别进行网格划分后,在polyfuse中完成组装,将mesh文件导入到polydata中进行程序设定[10]。
2.3 程序设定
2.3.1 运动参数设定
同向双螺杆2个螺杆转速设置为-30、-60、-90、-120r/min,2个螺杆旋转方向相同[11]。
异向双螺杆左螺杆转速设置为-30、-60、-90、-120r/min,右螺杆转速设置为30、60、90、120r/min,2个螺杆旋转方向相反[12]。
2.3.2 流动边界条件设定
物料出入端面的切向力和法向力为0,螺杆根部为物料最内流动边界,因此,在流道的2个内孔上切向力为0,法向速度为0[13]。
2.3.3 滑移边界条件设定
滑移现象为固体表面上的聚合物熔融体与固体表面之间存在的相对切向运动[14]。物料与机筒内壁面和螺杆表面均发生接触,需在机筒内壁面上和螺杆表面上设定接触条件,采用的方法为在固体表面设定最大滑移应力边界。
壁面滑移条件:使用广义Navier’s定律在机筒内壁面上定义表面粗糙度,如式(2)所示。vw=0,nk=1,分析滑移系数fk的变化对挤出过程的影响[15]。

公式2
式中:τsk为与壁面接触的熔体表面的切向应力;fk、nk为滑移模型参数;vw为壁面速度;vsk为与壁面接触的熔体表面的切向速度。
螺杆滑移条件:流道外壁面处物料的法向和切向速度均为0,这表明,不发生滑移;在运动部件表面设定最大切向应力的计算公式如式(3)所示。

公式3
式中:δ为滑移系数;f(S)为最大滑移应力演变方程如式(4)所示。a=1,b=18.421,c=0,d=0,分析滑移系数δ的变化对挤出过程的影响[16]。

公式4
3 仿真结果与讨论
通过实验数据和数值模拟可以更准确地分析不同参数对流道内压力和剪切速率的影响,进而优化挤出过程中的操作条件和设备设计。理论分析和实验验证在优化异向双螺杆挤出工艺中具有重要意义。
通过数值模拟(如计算流体力学模型)和实验数据的结合,可以更准确地分析螺杆转速对流道内压力和剪切速率的影响机理,优化挤出工艺的操作条件和设备设计。
3.1 同向双螺杆
3.1.1 无滑移
无滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内压力云图和剪切速率云图如图3、4所示。由图可知,在同向双螺杆挤出过程中,被螺杆推送的物料流经螺棱和螺槽,螺棱处间隙较小,物料受到的挤压力较大;螺槽处间隙较大,物料受到的挤压力较小,因此,流道内压力分布呈现为螺棱处较高,螺槽处较低。流体在小缝隙中流动速度较快,因此,剪切速率在螺棱处较大,在螺槽处较小。
无滑移时,流道内螺杆啮合处和螺杆与机筒间隙处的压力变化曲线如图9a、10a所示,剪切速率变化曲线如图11a、12a所示。由图可知,随着螺杆转速的增加,流道内压力升高,剪切速率增大,这是由于,螺杆转速增加后,物料在流道中的速度梯度增加,输送速度增加后,物料的填充程度增加,物料受到的挤压力升高,在螺杆间的相对运动加快,剪切速率增大。
3.1.2 壁面滑移条件
图5、6分别为壁面滑移条件时,不同螺杆转速下,同向双螺杆挤出过程中的流道内压力云图及剪切速率云图。由图可知,壁面滑移条件与无滑移条件相比,二者的压力分布明显存在差异,这是由于,物料与机筒内壁间的摩擦力是同向双螺杆输送动力的主要来源,而在壁面滑移条件下,物料与机筒内壁面发生相对滑移,停留、积聚在螺杆与机筒间隙处,因此,在螺杆与机筒间隙处出现局部高压现象,物料流动速度梯度减小导致剪切速率较小,而物料与螺杆不发生滑移,因此,在螺杆啮合处的物料物理场分布规律不变。
壁面滑移条件时,流道内螺杆啮合处和螺杆与机筒间隙处压力变化曲线如图9b、10b所示、剪切速率变化曲线如图11b、12b所示。从以上图中可以看出,随着螺杆转速的增加,在螺杆与机筒间隙处压力增大,剪切速率增大但变化值较小,在螺杆啮合处的压力升高,剪切速率增大。

图3无滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内压力云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图4无滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内剪切速率云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图5壁面滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内压力云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图6壁面滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内剪切速率云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图7螺杆滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内压力云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图8螺杆滑移时,不同螺杆转速下,同向双螺杆挤出过程中的流道内剪切速率云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min
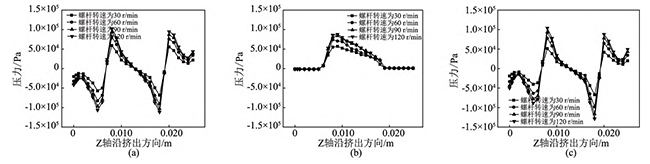
图9不同螺杆转速下,同向双螺杆挤出过程中,流道内螺杆与机筒间隙处的压力变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
3.1.3 螺杆滑移条件
图7为螺杆滑移条件时,不同螺杆转速下,同向双螺杆挤出过程中的流道内压力云图,剪切速率云图如图8所示。由图可知,流道内压力分布与壁面滑移时不同,这是由于,同向双螺杆输送物料过程中,物料与螺杆间的摩擦力阻碍了物料输送,而在螺杆滑移条件下,物料与螺杆表面发生相对滑移,物料流动更加顺畅,螺杆啮合处物料流动受到的阻力更小,更多物料流向螺杆啮合处,因此,在螺杆与机筒间隙处压力较低,但仍表现为螺棱处较高,螺槽处较低,剪切速率较小,在螺杆啮合处积聚部分物料,不完全随螺杆转动而转动,因此,压力较大。
图9c、10c为螺杆滑移时,流道内螺杆啮合处和螺杆与机筒间隙处的压力变化曲线,图11c、12c为剪切速率变化曲线。从图中可以看出,随着螺杆转速的增加,流道内压力升高,剪切速率增大。
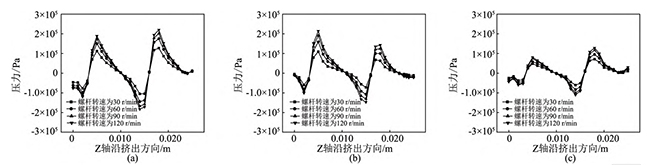
图10不同螺杆转速下,同向双螺杆挤出过程中,流道内螺杆啮合处的压力变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
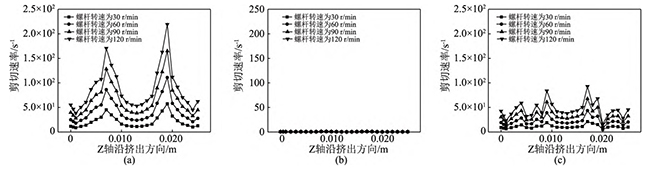
图11不同螺杆转速下,同向双螺杆挤出过程中,流道内螺杆与机筒间隙处的剪切速率变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
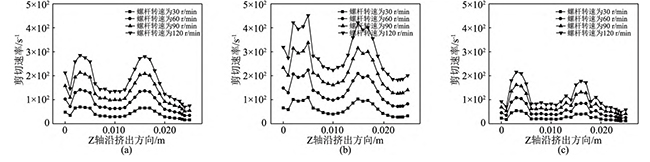
图12不同螺杆转速下,同向双螺杆挤出过程中,流道内螺杆啮合处的剪切速率变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时

图13无滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内压力云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min
3.2 异向双螺杆
3.2.1 无滑移条件
图3为无滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内压力云图,图4为剪切速率云图。由图可知,在异向双螺杆挤出过程中,物料在不同C型室内,随着螺杆转动被剪切,因此,螺棱处的剪切速率较高,螺槽处的较低,物料随着螺杆转动向前输送,并在螺杆啮合处压缩,出现局部高压现象。
无滑移时,流道内螺杆啮合处和螺杆与机筒间隙处的压力变化曲线分别如图9a、11a所示,剪切速率变化曲线如图10a、12a所示。由图可知,随着螺杆转速的增加,流道内压力升高,剪切速率增大,这是由于,每根螺杆的螺旋线在螺杆转动时将物料推向挤出口,螺杆转速增加,物料所受推进力增加,形成更高的流动压力,螺杆表面对物料施加的剪切力增加,物料分子在单位时间内的相对运动速率(剪切速率)增加。
3.2.2 壁面滑移条件
壁面滑移时,不同螺杆转速下,异向双螺杆挤出过程中流道内压力云图如图5所示,剪切速率云图如图6所示,流道内压力分布与无滑移时相同。物料与机筒内壁面发生相对滑移,更多物料流入螺杆啮合处,积聚的物料更多,局部高压现象更加明显,同时在螺杆与机筒间隙处的剪切速率降低。
壁面滑移时,流道内螺杆啮合处和螺杆与机筒间隙处的压力变化曲线如图9b所示,剪切速率变化曲线如图10b所示。从图中可以看出,随着螺杆转速的增加,流道内压力升高,剪切速率增大。
3.2.3 螺杆滑移条件
图7为螺杆滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内压力云图,图8为剪切速率云图。由图可知,流道内螺杆与机筒间隙处压力和剪切速率明显下降,螺杆啮合处无明显变化。由于物料与螺杆表面上发生相对滑移,在C型室内的物料流入螺杆啮合处,C型室内物料充满程度较小。
图9c为螺杆滑移时,流道内螺杆啮合处和螺杆与机筒间隙处的压力变化曲线,图10c为剪切速率变化曲线。从图中可以看出,随着螺杆转速的增加,流道内压力变化不明显,剪切速率增大。

图14无滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内剪切速率云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图15壁面滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内压力云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图16壁面滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内剪切速率云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图17螺杆滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内压力云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min

图18螺杆滑移时,不同螺杆转速下,异向双螺杆挤出过程中的流道内剪切速率云图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min
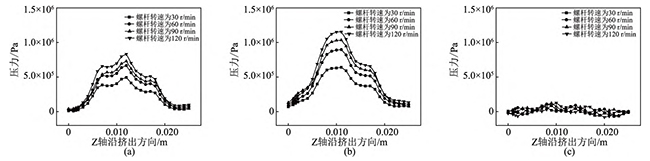
图19不同螺杆转速下,异向双螺杆挤出过程中,流道内螺杆与机筒间隙处的压力变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
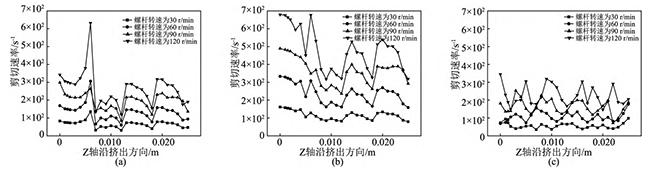
图20不同螺杆转速下,异向双螺杆挤出过程中,流道内螺杆啮合处的压力变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
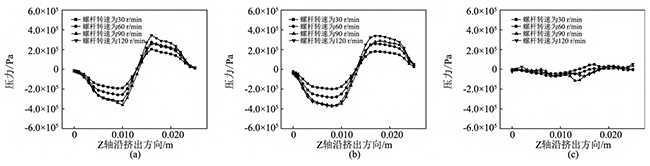
图21不同螺杆转速下,异向双螺杆挤出过程中,流道内螺杆与机筒间隙处的剪切速率变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
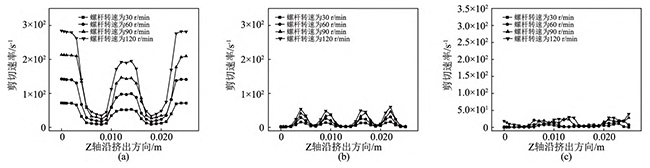
图22不同螺杆转速下,异向双螺杆挤出过程中,流道内螺杆啮合处的剪切速率变化曲线
(a)无滑移时 (b)壁面滑移时 (c)螺杆滑移时
4试验验证
4.1 主要原料
聚乳酸(PLA):4032D,美国NatureWorks公司;
轻质碳酸钙粉末:NPCC-201400nm,晋城市太行钙品有限公司。
4.2 主要仪器及设备
同向双螺杆挤出机:HK-53系列,南京科亚装备集团;
异向双螺杆挤出机:DT20/44,南京鼎天机械制造有限公司;
立式注塑成型机:YT-400,杭州大禹有限公司;
SANS万能材料试验机:CMT6101,深圳新SANS有限公司;
扫描电子显微镜:TESCANVEGAⅡ,捷克TescanS.R.O公司。
4.3 试验条件
将PLA置于电热鼓风干燥箱中,在80℃下,干燥10h,双螺杆挤出机熔融段温度设定为190℃,喂料速度为3r/min,螺杆转速分别为30、60、90、120r/min。
流变学特性:采用旋转流变仪的范围频率为0.01~20.00Hz,平板模式,温度为185℃,应变为1%。
拉伸和冲击性能测试:按照GB/T1040—92,在ISO恒温24.18℃、恒湿30.81%实验室内进行测试。
4.4 试验方案
4.4.1 扫描电镜分析
由于聚乳酸分子不易观察,将聚乳酸与轻质碳酸钙粉末以19:1的比例进行充分混合后,采用同向双螺杆挤出机和异向双螺杆挤出机在不同螺杆转速下进行挤出实验,对挤出料进行冲击得到断面,对断面用金溅射2min,然后,将其放入样品箱中抽真空10min,在10kV加速电压下,分析薄膜的形貌。
4.4.2 拉伸及冲击性能测试
将纯聚乳酸料采用同向双螺杆挤出机和异向双螺杆挤出机在不同螺杆转速下进行挤出实验,将挤出料注塑制成标准拉伸、冲击试验样条。分析试验所得的数据,对比同向双螺杆和异向双螺杆挤出料的力学性能。
4.5 试验结果与讨论
4.5.1 表面形貌
由图23、24可知,随着螺杆转速的增加,挤出物料断面上的碳酸钙粉粒粒径逐渐减小,数量逐渐减少,分布越来越分散、均匀,断面粗糙程度减小。这表明,螺杆转速的增加使螺杆对物料的分散效果增强,同时对比同向双螺杆和异向双螺杆挤出机在相同螺杆转速下的挤出物料断面形貌可以看出,与同向双螺杆相比,异向双螺杆对物料的分散能力更强。
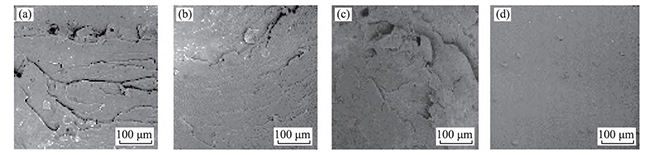
图23不同螺杆转速下,同向双螺杆挤出机挤出物料的断面电镜图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min
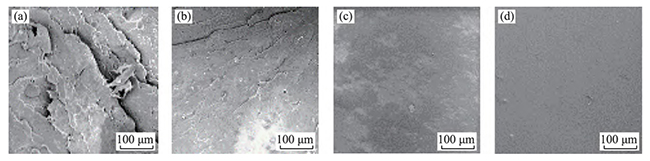
图24不同螺杆转速下,异向双螺杆挤出机挤出物料的断面电镜图
(a)30r/min (b)60r/min (c)90r/min (d)120r/min
4.5.2 拉伸及冲击性能
由图25、26可知,随着螺杆转速的增加,挤出物料的拉伸性能和冲击性能增强,导致聚合物料分子链的运动加剧,分子间摩擦增加,产生更多的热量,导致聚合物料的温度升高,改变其流变性质,使其更容易挤出。聚合物料中的空气或挥发性成分更容易从挤出机中排出,改善了挤出物料的质量和外观。相同螺杆转速下,同向双螺杆挤出物拉伸性能较强,异向双螺杆挤出物料的冲击性能较强。
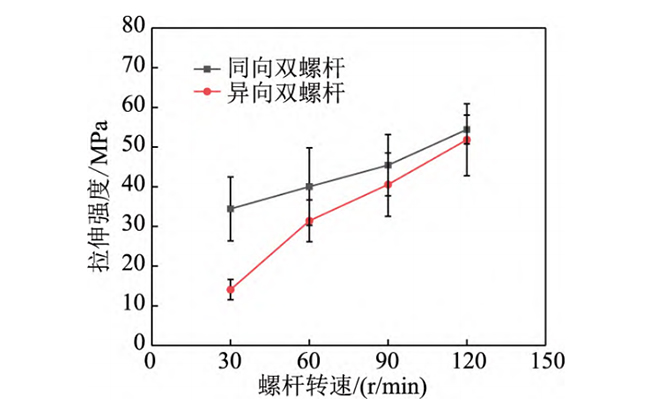
图25 不同双螺杆挤出机挤出物料的拉伸性能
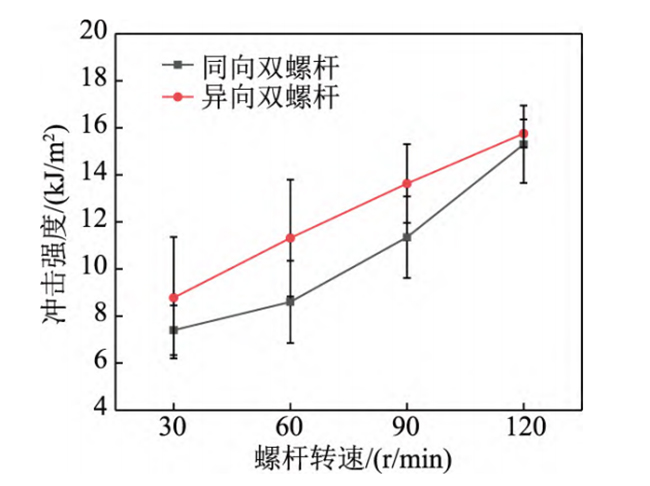
图26 不同双螺杆挤出机挤出物料的冲击性能
5 结论
(1)在同向双螺杆挤出及异向双螺杆挤出过程中,滑移条件的加入影响了物理场的分布和数值变化,但随着螺杆转速的增加,流道内物理场的变化规律仍然为压力升高,剪切速率增大。
(2)随着螺杆转速的增加,增强了螺杆对物料的分散能力,使物料分布更加均匀,并且,与同向双螺杆相比,异向双螺杆挤出效果更佳。
(3)在合理范围内增加螺杆转速,增强了挤出物料的拉伸强度和冲击强度。与同向双螺杆相比,异向双螺杆挤出物料的拉伸性能较差,冲击性能较好。
参考文献:
[1] DÜPHANS V,KIMMEL V,MESSING L,et al.Experimental and numerical characterization of screw elements used in twin - screw extrusion[J].Pharmaceutical Development and Technology,2024,29( 7) : 675-683.
[2] 陈宇强.聚丙烯 / 石墨烯纳米复合材料加工流场-形态-性能关系研究[D].广州: 广东工业大学,2016.
[3] 张泓洋.单基药代料挤出设计和包覆设计研究[D].北京: 北京理工大学,2015.
[4] 刘文杰.3D 打印用改性聚乳酸线材的制备与性能研究[D].南昌: 南昌航空大学,2018.
[5] 井龙.EVA 补强硅橡胶复合材料热黏弹性能表征[D].北京: 北京化工大学,2018.
[6]MUENSTED T H.Investigations of slip in capillary flow by laser- Doppler velocimetry and their relations to melt fracture [C]/ / American Institute of Physics Conference Series.American Institute of Physics Conference Series,2015.
[7] LEWANDOWSKI A,WILCZYNSKI K.Modeling of twin screw extrusion of polymeric materials[J].Polymers,2022,14( 2) .
[8] YAN C,YAN J,ZHANG Z,et al.Screw extrusion process used in the polymer modified asphalt field: A review[J].Journal of Cleaner Production,2024,448,141592.
[9]马秀清,劳志超,李明谦,等.螺杆构型对PLA/ PTW共混物性能影响的研究[J].中国塑料,2023,37( 11) : 127-134.
[10] 黄志刚,蒋卫鑫,李鑫,等.啮合异向双螺杆挤出机仿真研究[J].包装学报,2019,11( 3) : 9-15.
[11] 赵玉程,樊瑜瑾,唐军,等.同向啮合双螺杆固体颗粒输送行为的研究[J].农业装备与车辆工程,2021,59( 8) : 9 -14.
[12] 魏静,孙旭建,孙伟,等.双螺杆捏合机转子型线设计与数值模拟[J].机械工程学报,2013,49( 3) : 63-73.
[13] 张一明,黄志刚,徐珍,等.螺杆构型对啮合异向双螺杆流场影响的仿真分析[J].中国塑料,2023,37( 10) : 131 -138.
[14] 孙秀伟.不同聚合物熔体壁面滑移的试验研究[J].中国塑料,2017,31( 9) : 102-107.
[15] 吕静,胡冬冬.壁面滑移对两种聚合物熔体共挤出影响的数值研究[J].化工学报,2004( 3) : 455-459.
[16] 张超,樊瑜瑾 ,田野.啮合同向双螺杆挤出机滑移条件下的仿真分析[J].塑料科技,2019,47( 8) :71-75.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













