










(1.北京化工大学机电工程学院,北京100029;2.山西北方兴安化学工业有限公司,太原030003)
摘 要:为了提高含能材料在双螺杆挤出机生产过程中的安全性和加工效率,通过EDEM、Ludovic和Polyflow仿真软件对设计的平行同向双螺杆挤出过程进行模拟仿真,开展工艺条件对工艺过程安全性影响模拟仿真研究,得到含能材料在双螺杆挤出机混合塑化过程中的温度、压力和平均停留时间等参数,进而分析加工过程的安全性。结果表明,当螺杆转速为12r/min时,加料速率推荐范围为5.6~8.4kg/h;当螺杆转速为15r/min时,加料速率推荐范围为5.6~11.2kg/h,在此范围内有利于提高加工过程的安全性;物料的物性参数(幂律指数、稠度系数)对挤出的安全性影响较明显,因此实际试验中,需根据不同的工艺阶段,采用适当范围水分含量的物料,以提高加工的安全性。
关键词:含能材料;平行同向双螺杆;仿真;工艺条件;安全性
0 前言
随着战争对武器系统要求的不断提高,含能材料的新体系不断出现,传统的加工工艺已不能满足多品种、高质量生产的要求。20世纪70年代初,发达国家就开始研究利用双螺杆挤出机连续制造含能材料的工艺。在20世纪80年代中后期,他们完成了从间歇制造过程到连续制造过程的过渡[1‐4]。
从20世纪90年代开始,中国开始研究利用双螺杆混合塑化和挤压成型含能材料[5],目前关于平行同向双螺杆加工含能材料的全过程的研究较少,本文拟采用Solidworks建立三维结构模型,通过EDEM、Ludovic和Polyflow仿真软件分别对平行同向双螺杆挤出机加料段、全过程和均化段挤出过程进行模拟仿真研究[6‐8]。EDEM软件的优势在于可通过颗粒离散实现加料段固体颗粒输送过程的模拟仿真,Ludovic软件的优势在于可以实现设备挤出全过程的模拟仿真,Polyflow软件则可以完成塑化物料在均化段输送过程的模拟仿真,通过这些软件模拟结果本文重点分析工艺温度、螺杆转速、加料速率、原料黏度(通过选择不同的幂律指数)和原料含水率(通过选择不同的稠度系数)对工艺过程安全性的影响,为含能材料双螺杆挤出机的安全加工提供理论支持。
1 物理模型构建
研究对象为ϕ43mm平行同向双螺杆挤出机,采用Solidworks软件对其螺杆元件进行建模,螺杆元件组合结构图如图1所示,其中螺纹元件43/43是指螺纹导程/螺纹长度,捏合块元件KB/45/5/8.6是指错列角为45°、总长度为43mm,正反组合元件/43是指正向和反向螺纹元件均为21.5mm。
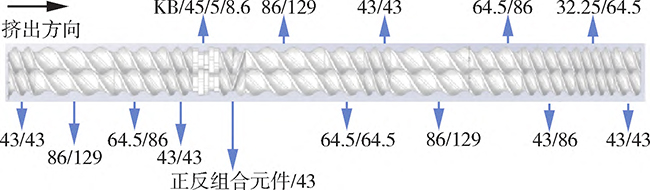
图1 平行同向双螺杆挤出机螺杆元件组合图
本文中平行同向双螺杆挤出过程拟采用EDEM、Polyflow和Ludovic软件实现其全程挤出过程的模拟仿真,建立的加料段、均化段和全程物理模型分别如图2所示。
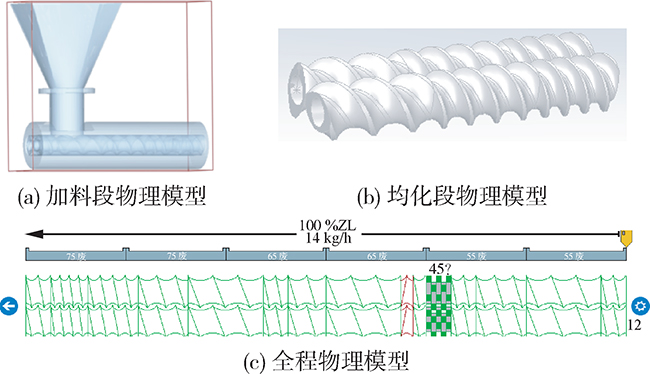
图2 平行同向双螺杆挤出各段及全程物理模型
2 模拟条件的设置
本文EDEM软件中离散单元法是将整体看成单个稳定的颗粒单元的集合,颗粒间相互接触产生接触力,再通过牛顿定律计算出运动参数。为简化离散单元法计算过程,作如下假设[9]:
(1)颗粒为刚性体,在输送过程中颗粒的基本形态不会变化,并且不会产生大的变形;
(2)时间步长足够小,只有发生直接接触的单元体间才会产生相互作用,才会进行位移和受力之间的迭代计算;
(3)在每一步计算时间步长内,各单元的速度和加速度稳定不变。
根据实际物料具有高黏度、低雷诺数等的特性,Polyflow软件对流道模型做出以下简化假设:
(1)忽略惯性力、重力等,壁面无滑移;
(2)物料流动处于层流;
(3)物料的流动是稳定的,流场不随时间变化;
(4)塑化物料不可压缩。
基于以上假设,对均化段模型进行非等温数值模拟,需要考虑到流体流动的三大方程和物料的本构方程,如式(1)~(5)所示。
连续性方程:

方程 1
运动方程:
方程 2

方程 3
方程 4
能量方程:

方程 5
本文所研究的物料是一种广泛应用于航天推进系统中的含能材料,主要对其挤出温度和压力进行安全性评估,期望压力为25MPa附近,温度为100℃左右。参数设置如表1所示[10‐12]。
表1 仿真研究用基础参数设置
典型幂律模型如式(6)所示,根据研究物料测试的流变参数使用不同的本构方程模型进行拟合,得到物料的黏度简化方程[13],如式(7)所示。

方程 6

方程 7
其中,η为黏度,k为稠度系数,γ.为剪切速率,n为幂律指数。
3 仿真结果与讨论
在结构和物料相关模型建立的基础上,开展了工艺条件和物料参数对工艺过程安全性影响仿真技术研究。通过EDEM、Ludovic和Polyflow仿真软件分别对平行同向双螺杆挤出机加料段、全过程和均化段挤出过程进行模拟仿真,探索工艺温度、螺杆转速、加料速率、物料幂律指数和稠度系数对工艺过程安全性影响规律。由于EDEM软件只模拟了加料段固体颗粒输送过程,未分析物料幂律指数、稠度系数等参数的影响,因此重点讨论分析Ludovic和Polyflow软件模拟结果对工艺过程安全性的影响规律。
3.1 工艺温度对工艺过程安全性的影响
模拟仿真原始工艺参数如下:螺杆转速为12r/min,加料速率为8.4kg/h,稠度系数为1.12×106,幂律指数为0.16,通过Ludovic软件研究工艺温度对挤出设备安全性的影响,全程共设置6段机筒温度,为方便叙述,50‐50‐70‐70‐80‐80℃记为GYWD‐1,以此类推,设置的不同工艺温度如表2所示。图3为GYWD‐1工艺条件时模拟结果,Ludovic软件中压力及温度的峰值主要由捏合块与反向螺纹元件导致,因此本文除了特别标注外,其最高温度及最大压力均位于混合塑化段,仿真结果汇总如表3所示。
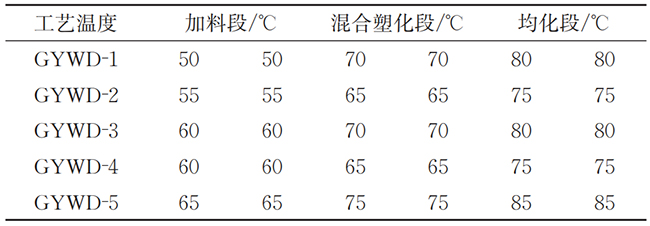
表2不同工艺温度设定表
由表3可知,GYWD‐2和GYWD‐4最高温度为103℃,压力均在25MPa附近,平均停留时间相差不大,比机械能高,分散混合效果较好,因此初步认为其工艺条件较理想。
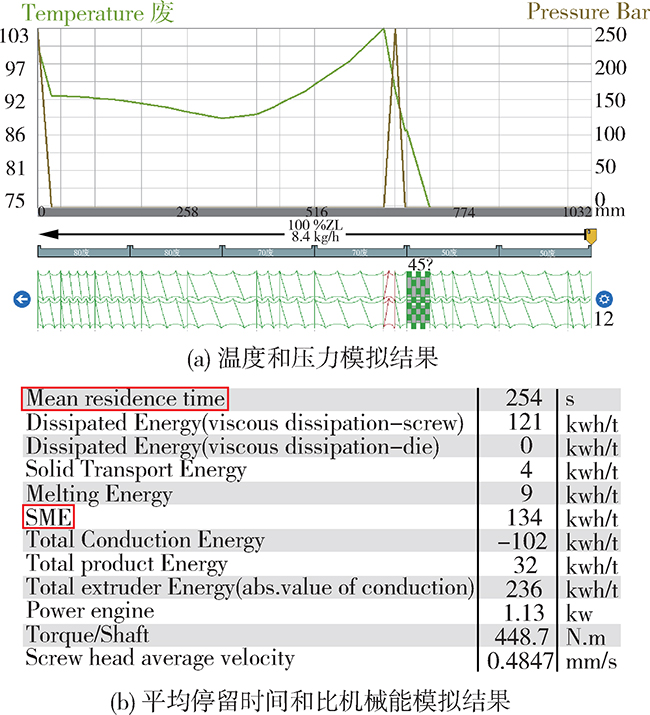
图3 GYWD‐1工艺条件下仿真结果
表3 平行同向双螺杆挤出设备不同工艺温度下的模拟结果
3.2 螺杆转速对工艺过程安全性的影响
首先通过Ludovic软件进行平行同向双螺杆挤出设备全程模拟的工艺参数研究,此时工艺温度为GY‐WD‐5(原始工艺参数),分别在5.6、8.4、11.2、14kg/h4种加料速率下,分别研究螺杆转速为6、9、12、15、18r/min条件下对应的温度、压力等参数,分析其对工艺过程安全性的的影响规律,以探求理想工艺参数范围。
图4为不同加料速率下最高温度和最大压力随螺杆转速变化的模拟结果,可见在一定的加料速率下,最高温度随着转速的提高有增加的趋势,最大压力随着转速的提高逐渐降低。当转速为6~9r/min时,虽然最高温度保持在100℃左右,但压力过大;当转速为12~15r/min、加料速率为5.6~14kg/h时仿真结果较理想,最大压力在25MPa以下,因此后续研究可在此工作范围内进行仿真,探求最佳工艺参数。
图4不同加料速率下最高温度和最大压力随螺杆转速变化的Ludovic仿真模拟结果
3.2.1 螺杆转速对挤出机加料段物料的影响
本节通过改变螺杆转速及加料速率,对加料速率为5.6~14kg/h、转速为12~15r/min工艺参数范围进行仿真研究,通过EDEM软件研究螺杆转速对颗粒输送行为的影响,物料颗粒输送过程中所受挤压力变化曲线如图5所示。
图5 不同螺杆转速下平行同向双螺杆挤出机加料段模拟结果
在加料段模拟过程中,由图5可以发现在同一加料速率下,当螺杆转速从12r/min增大到15r/min时,随着模拟的进行,机筒内物料受到挤压力作用明显增强。转速稍低些时,机筒内物料建压较慢,因此合理的螺杆转速有利于物料建压,但螺杆转速过大会导致物料受挤压力增加,降低挤出过程的安全性。
3.2.2 螺杆转速对挤出全过程模拟仿真的影响
在螺杆转速为12~15r/min、加料速率为5.6~14kg/h的范围基础上,通过Ludovic软件进一步研究螺杆转速对挤出设备挤出安全性的影响,同时探究最佳工艺温度,不同工艺条件下仿真结果分别如图6和图7所示。
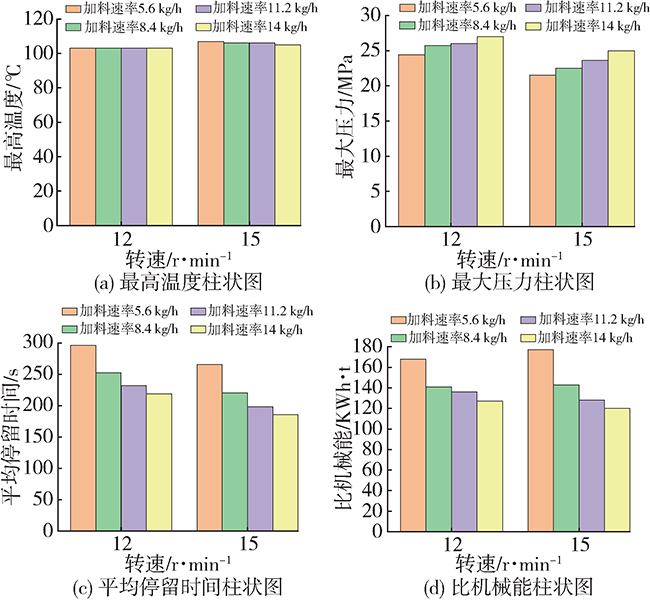
图6 GYWD‐4工艺条件下的模拟结果
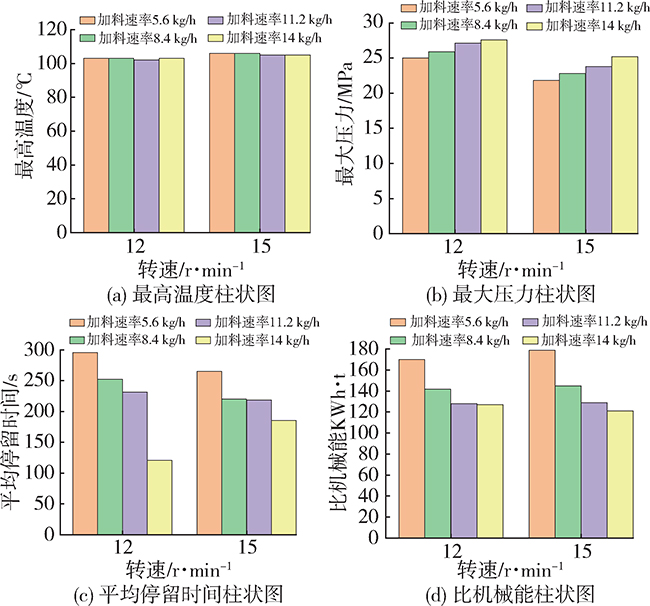
图7 GYWD‐2工艺条件下的模拟结果
图6和图7分别为GYWD‐4和GYWD‐2工艺条件下的模拟仿真结果,可见当加料速率一定时,温度随着螺杆转速的提高而增加,物料在挤出机中的平均停留时间会逐渐降低,并且压力降低趋势明显,比机械能增大,即分散混合效果提高。
在同一加料速率和螺杆转速的情况下,GYWD‐4和GYWD‐2对应的平均停留时间相差不大,GYWD‐2工艺条件下比机械能均比GYWD‐4工艺条件下较高,温度和压力数据也比GYWD‐4工艺条件下有所改善,因此工艺温度建议选择GYWD‐2。
因此,初步推荐螺杆转速为12~15r/min,而最佳螺杆转速的选择,应结合真料实际试验情况,在保证安全的情况下,从低转速逐渐提高转速进行试验综合确定。
3.2.3 螺杆转速对挤出机均化段物料的影响
通过Polyflow软件研究螺杆转速对挤出均化段的影响,其中螺杆转速为12~15kg/h,并对仿真结果进行后处理,对流道进行切片,从而计算切片面平均温度等数值,如图8所示,其中z轴为挤出方向。
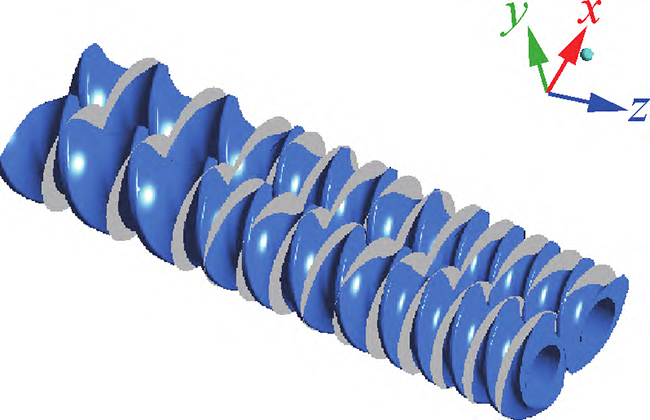
图8 均化段切片示意图
图9~11分别为不同螺杆转速下的截面平均压力、温度和剪切速率沿轴向距离的变化图,可见在同一加料速率下,随着螺杆转速的提高,压力整体降低,这是由于螺杆转速提高,使得单位物料挤出的时间缩短,导致物料在挤出机中的停留时间相应减少,物料克服阻力流动所需要的压力也随之降低,从而表现出压力的减小;与之相反,螺杆转速增加会导致物料与物料、螺杆之间更容易发生摩擦、剪切和挤压,使得剪切速率有所增加,从而导致物料的粘滞热增多,宏观表现出温度的升高[14]。
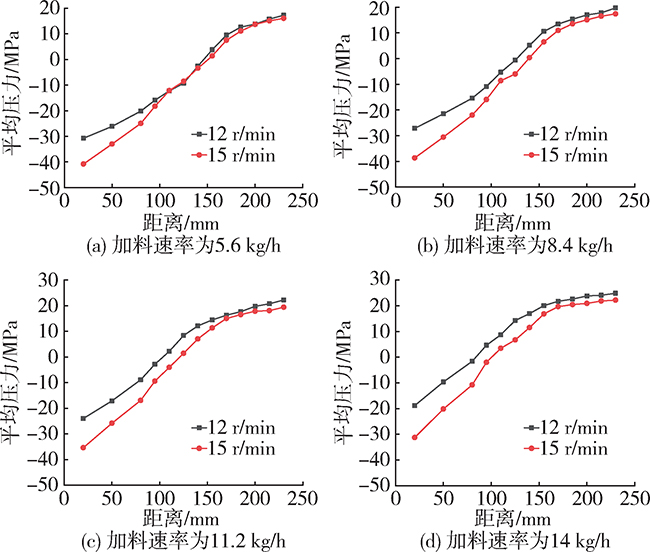
图9 不同螺杆转速下平均压力沿轴向变化曲线
据此,结合Ludovic软件仿真结果可知,螺杆转速不宜过大,推荐螺杆转速为12~15r/min。
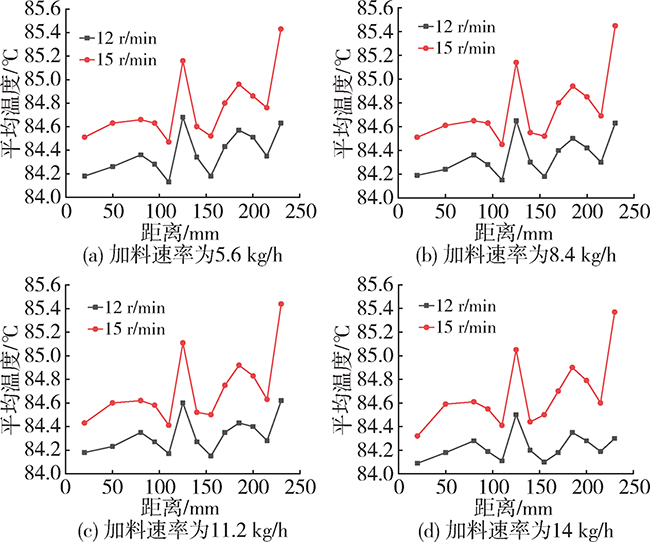
图10 不同螺杆转速下平均温度沿轴向变化曲线
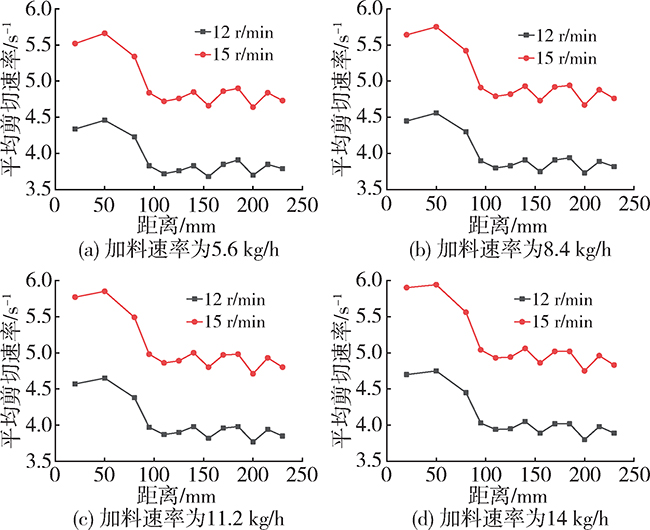
图11 不同螺杆转速下平均剪切速率沿轴向变化曲线
3.3 加料速率对工艺过程安全性的影响
3.3.1 加料速率对挤出机加料段物料的影响
在对加料区的模拟过程中,如图12可知随着加料速率的增大,物料所受挤压力波动幅度较大,但整体呈现增大的趋势,均在加料段末端挤压力有明显的升高,这有利于物料进入混合塑化段进行顺利的塑化。
此外,当转速为12r/min时,物料挤压力随加料速率增大而升高的趋势降低,这表明加料速率不宜过大,加料速率应与螺杆转速相匹配,因此通过Polyflow和Ludovic软件继续研究加料速率对温度、压力等参数的影响规律。
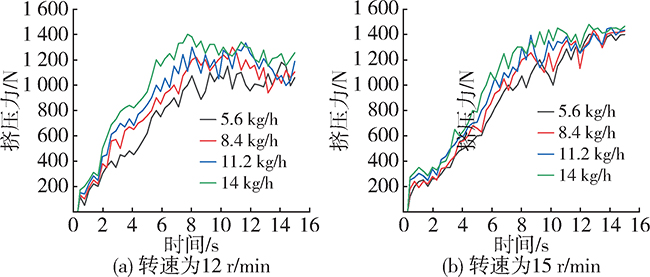
图12 不同加料速率下平行同向双螺杆挤出机加料段模拟结果
3.3.2 加料速率对挤出全过程模拟仿真的影响
见图6和图7可知,当螺杆转速一定时,压力随着加料速率的增大而升高,而物料的最高温度和平均停留时间有所降低,可能是加料速率的增加,使得挤出机中物料的填充量增多,所造成的压力增加,混合不充分,使得物料停留时间缩短,由机械能转化的粘滞热降低,导致温度下降。比如当螺杆转速为15r/min,加料速率从5.6kg/h增大为14kg/h时,混合塑化段最大压力从21.5MPa升高为25.0MPa,最高温度从107℃降低为105℃。此外,当转速为12r/min时,加料速率为11.2、14kg/h的压力均较高,最高达到27.0MPa。
因此当螺杆转速为15r/min时,建议加料速率为5.6~14kg/h,当转速为12r/min时,建议加料速率为5.6~8.4kg/h,此时最高温度为103℃,压力在25MPa附近。
3.3.3 加料速率对挤出机均化段物料的影响
如图13~15可知,随着加料速率的增大,物料的平均停留时间与温度逐渐降低,而平均压力和剪切速率是随之增加的。此外,当转速为12r/min时,加料速率为11.2kg/h和14kg/h时平均压力过大,最高压力均超过30MPa;当转速为15r/min时,加料速率为14kg/h时最高压力超过30MPa,此时物料加工过程的安全性大大降低,明显不理想。
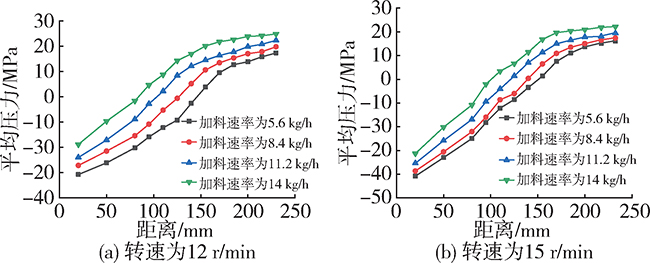
图13 不同加料速率下平均压力沿轴向变化曲线
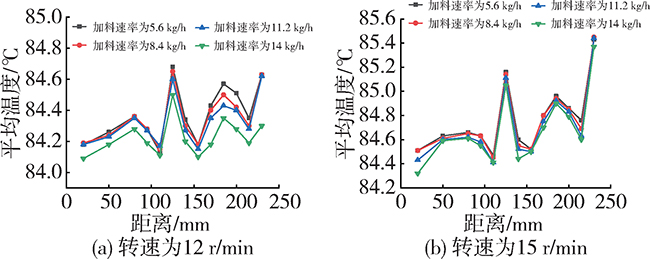
图14 不同加料速率下平均温度沿轴向变化曲线
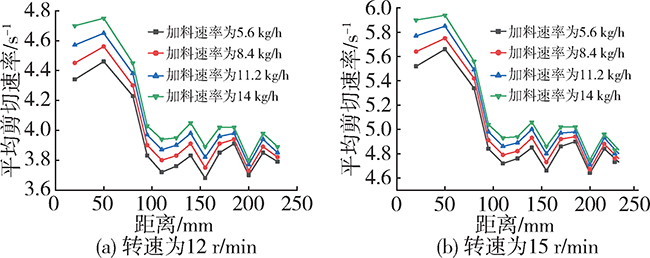
图15 不同加料速率下平均剪切速率沿轴向变化曲线
据此,结合以上仿真可知,当转速为12r/min时,加料速率推荐范围为5.6~8.4kg/h;当转速为15r/min时,加料速率推荐范围为5.6~11.2kg/h。
3.4 原料流变特性对工艺过程安全性的影响
3.4.1 流变特性对挤出全过程模拟仿真的影响
幂律模型通过幂律指数来描述物料的流变特性,可表征物料在不同剪切速率下的黏度变化,不同的幂律指数会影响物料的表观黏度,因此,本节通过改变幂律指数来研究物料流变特性对挤出设备安全性的影响。
设置工艺温度为GYWD‐2,物料稠度系数为1.55×106,通过Ludovic软件研究幂律指数对平行同向双螺杆挤出安全性的影响规律,设置幂律指数分别为0.12、0.15、0.17、0.19和0.21,模拟结果如图16所示。
为更直观地分析幂律指数对挤出安全性地影响规律,对3.3.3节中推荐工艺范围均进行不同幂律指数模拟仿真,由图16可以发现,在同一工艺参数下,幂律指数由0.12提高到0.21时,混合塑化段最高温度整体呈升高趋势,涨幅约2~3℃,压力升高趋势明显,比机械能也逐渐增大,平均停留时间几乎无变化。并且当转速为12r/min、加料速率为5.6kg/h时,比机械能较高,仿真结果相对理想,因此对均化段的模拟仿真以此工艺参数为基础,进一步分析幂律指数的影响规律。
3.4.2 流变特性对挤出机均化段物料的影响
由前期所得的仿真结果可知,设置转速为12r/min、加料速率为5.6kg/h,物料稠度系数为1.55×106,其他参数不变,通过Polyflow软件研究幂律指数对挤出均化段的影响,仿真结果如图17所示。
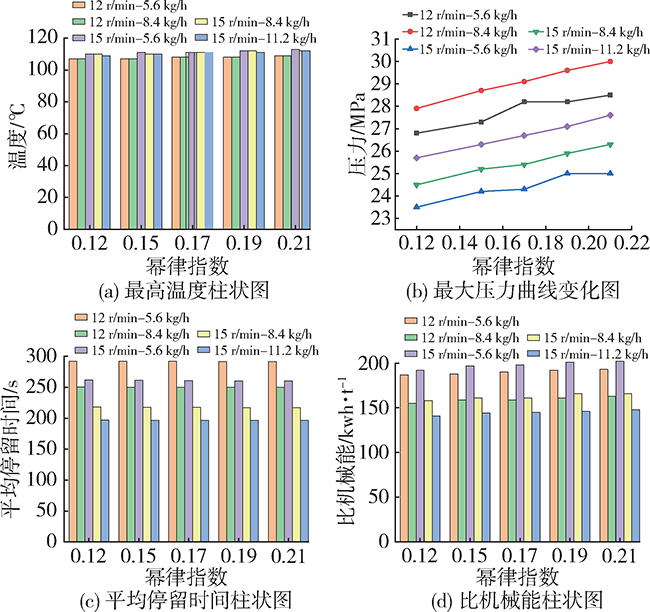
图16不同幂律指数下的模拟结果
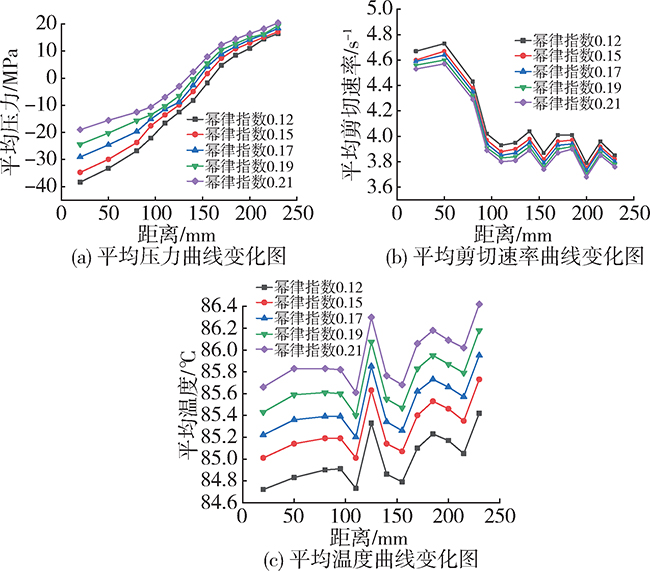
图17不同幂律指数下的模拟结果
物料的幂律指数升高,其黏度会随着剪切速率的降低而增加,如图17可以发现,随着幂律指数的增大,均化段压力和温度逐渐升高,剪切速率呈现降低的趋势。幂律指数对仿真的温度影响较明显,而温度是影响混合安全性的关键因素[15]。因此在一定范围内提高幂律指数,可以提升对物料的挤压及塑化效果,但幂律指数过大,容易产生压力和温度过高的风险。
3.5原料含水率对工艺过程安全性的影响
3.5.1含水率对挤出全过程模拟仿真的影响
稠度系数是描述物料黏度和流动性的关键参数,能够直接反映物料在不同含水率下的流动特性。不同的含水率会影响物料的稠度,因此,本节通过设置不同稠度系数来研究含水率对挤出设备安全性的影响。
设置幂律指数为0.17,其他参数不变,通过Ludovic软件研究稠度系数对平行同向双螺杆挤出安全性的影响规律,设置稠度系数分别为1.25E6、1.45E6、1.55E6、1.65E6和1.85E6,仿真结果如图18所示。
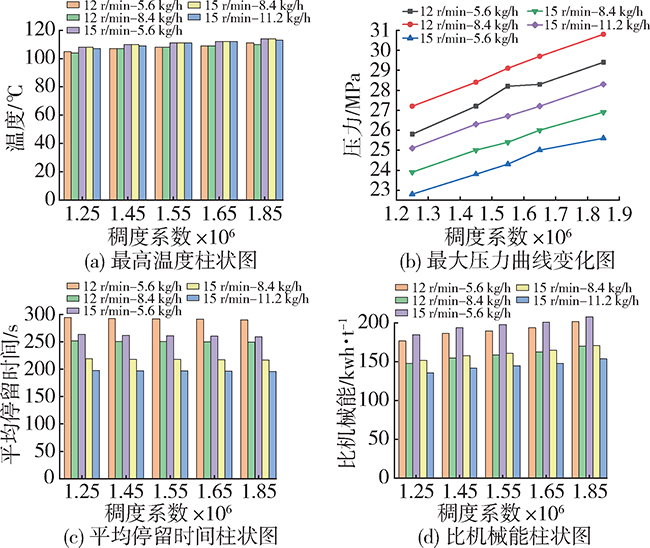
图18 不同稠度系数下的模拟结果
由图18可知,在同一工艺参数下,稠度系数从1.25E6增加到1.85E6时,比机械能呈升高的趋势,分散混合效果有所改善,平均停留时间有减少的趋势,幅度不大,但物料的温度和压力明显升高,无法保证安全性。当转速为12r/min、加料速率为5.6kg/h时,温度为105℃,压力在25MPa附近,且比机械能较高,仿真结果较理想,因此对均化段的模拟仿真以此工艺参数为基础,进一步分析稠度系数的影响规律。
3.5.2 含水率对挤出机均化段物料的影响
由前期所得的仿真结果可知,设置转速为12r/min、加料速率为5.6kg/h,幂律指数为0.17,其他参数不变,通过Polyflow软件研究稠度系数对挤出均化段的影响,仿真结果如图19所示。
如图19可以发现,随着稠度系数的增大,物料的剪切速率、压力及温度均有升高的趋势,且升高幅度较大,由此可见,物料的物性参数对挤出的安全性影响较明显,稠度系数过大不利于混合的安全性。
据此可知,物料的含水率增加,其稠度会减小,稠度系数对模拟仿真的结果(压力、温度等)影响较明显,因此实际试验中,稠度系数不宜过大,需采用适当范围水分含量的物料,以提高加工的安全性。
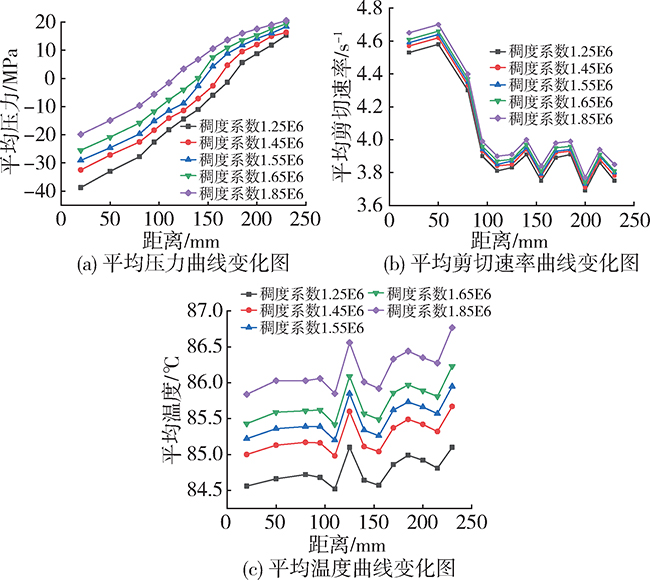
图19 不同稠度系数下的模拟结果
4 结论
(1)当工艺温度为55‐55‐65‐65‐75‐75℃(GYWD‐2)时,混合塑化段最高温度约为103℃,最大压力在25MPa左右,分散混合效果较好。
(2)当加料速率一定时,最高温度随着螺杆转速的提高而增加,安全性降低。当螺杆转速为12~15r/min时,混合塑化段最大压力在25MPa以下,最高温度较理想,而最佳螺杆转速的选择,应结合真料实际试验情况,从低转速逐渐提高转速进行试验综合确定。
(3)当螺杆转速一定时,最大压力随着加料速率的增大而升高,而物料的最高温度和平均停留时间整体呈降低的趋势。当螺杆转速为12r/min时,加料速率推荐范围为5.6~8.4kg/h,此时混合塑化段最高温度约为103℃,最大压力在25MPa左右;当螺杆转速为15r/min时,加料速率推荐范围为5.6~11.2kg/h,在此范围内有利于提高加工过程的安全性。
(4)物料的幂律指数升高,其黏度会增加,物料的流变特性(幂律指数)对仿真的温度影响较明显,幂律指数由0.12提高到0.21时,物料温度呈升高趋势,混合塑化段最高温度涨幅约2~3℃,压力和比机械能逐渐增大,因此在一定范围内提高幂律指数,可以提升对物料的塑化效果,但幂律指数过大会使得加工过程的安全性无法得到保障。
(5)物料的含水率增加,其稠度会减小;随着稠度系数的增大,物料剪切速率、压力及温度等参数均有明显升高的趋势,因此实际试验中,稠度系数不宜过大,需采用适当范围的水分含量,以提高加工的安全性。
参考文献
[1] 姚 昕. ASRM实现推进剂连续混合[J].固体火箭技术,1991(4):6.
[2] 张方宇.我国弹药生产技术和装备发展现状及发展对策初探[J].兵工自动化,2008(4):1‐4+7.
[3] J W Keating,F Sage,K Klager,et al.复合推进剂连续混合工艺述评[J].国外固体火箭技术,1981,(04):117‐128.
[4] US)C M(US)J B(US)S R M . Co‐extrusion of energetic materi‐ als using multiple twin screw extruders[P]. US20020307535,2006‐ 6‐20.
[5] 李建军,朱晋生 .双螺杆技术用于火药生产中的安全分析[J].兵工安全技术,1997(4):21‐23.
[6] 孟红伟 .单基药代料的双螺杆挤出工艺研究[D]. 北京理工大学,2016.
[7] 王浩男 . NE62 型双螺杆挤出机共混挤出ABS/ABS和PC/ABS工艺与优化[D]. 北京理工大学,2016.
[8] 林群章.含能材料同向双螺杆连续混合过程的安全性分析[D].北京化工大学,2018.
[9] 丁学良,何 红,王克俭,等.单螺杆挤出过程固体粒子输送的离散单元法模拟[J]. 塑料,2012,41(5):92‐95.
[10] 夏同友. 含能粉体材料自动过筛装置研制[D]. 华中科技大学,2021. DOI:10. 27157/d. cnki. ghzku. 2021. 004549.
[11] 钟婷婷.双基推进剂螺压挤出成型工艺流变特性的数值模拟研宄[D]. 南京理工大学,2015.
[12] Ji D ,Xiao Y ,Huang Q ,et al. Safety design and numerical simu ‐ lation of twin screw extruder for energetic materials[J]. Journal of Physics:Conference Series,2020,1507(2).
[13] 傅陈超.推进剂代料用双螺杆挤出机混合塑化过程模拟及验证研究[D].北京化工大 学,2024. DOI:10. 26939/d. cnki. gbh‐ gu. 2024. 001677.
[14] 王晓倩 . CL-20 基发射药(代料)界面性质及双螺杆挤出工艺数值模拟研究[D]. 北 京理工大学,2016. DOI:10. 26948/d. cnki. gbjlu. 2016. 000830.
[15] Dombe G,Mehilal D,Bhongale C,et al. Application of Twin Screw Extrusion for Continuous Processing of Energetic Materials [J]. Central European Journal of Energetic Materials ,2015,12 (3):507‐522.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













