










陶永亮1,周鑫2
(1.重庆川仪工程塑料有限公司,重庆400712;
2.重庆科聚孚新材料有限责任公司,重庆401332)
摘 要:吸湿性是由塑料中亲水基团给材料带来的特性,为了消除塑料吸湿性,人们通过各种干燥装置对塑料预先干燥,但投入物力人力较多、成本高。本文讲述了传统塑料机干燥方法不足之处和免烘干注塑机基本原理,分析了免烘干注塑机在实际使用中的优势,将改变传统烘料工艺,吸湿性材料直接进行注塑产品,结合了现场PA6、PET、PC(PMMA)等常用塑料使用情况,塑件均达到要求,免烘干注塑机将成为节能低碳绿色注塑的趋势。
关键词:免烘干注塑;低碳绿色;稳定加工:提升质量;节能增效
塑料注射成型机(以下简称注塑机)[1]。注塑机是将热塑(热固)性塑料通过成型模具制成各种所需形状产品的成型加工设备[2]。注塑机研发与制造是塑料工业发展的重要支柱产业,已作为注塑产品的生产母机。注塑机是我国制造生产和现场应用量最大的塑料成型机之一。我国第一台注塑机诞生于1958年[3],经过60多年发展,目前从锁模力从2t到8500t,注塑量10g到140kg以上的大部分机型均能自主生产,机型齐全。其中8500t注塑机实现了超大型注塑机在全球同行业的领先地位[4~5]。在注塑中,对于吸湿性材料必须要烘料干燥后才能进行注塑,烘料干燥是注塑成型工艺中不可或缺的重要环节之一。烘料装置是注塑中必不可少的周边设备,对注塑与表面质量起着重要作用。烘料装置耗能较大,仅注塑机上烘料斗加热用电占到了15%[6],使用较广的200kg烘料桶一小时用电3.3kW.h(度),烘料装置投入等也是较大。现在免烘干注塑机问世将改变传统烘料工艺,吸湿性材料直接进行注塑产品,且达到塑件要求,免烘干注塑机将是节能低碳绿色注塑的方向。
1 免烘干注塑机基本原理与概况
1.1 传统塑料干燥机原理
一般传统塑料干燥机工作原理:在风机吹风作用于内部发热管的热风吹入锥型料斗内部,有上下筛网与料斗表面作为通风入干燥机桶内→发热丝通电→风机吹风的作用下→风吹入料桶达到干燥的目的[7]。传统干燥机存在着无智能检测传感器,无法智能控制干燥风量大小,是恒风量运行,耗电量较大、热能转换率低下、能量浪费很大等情况[8],干燥效果并不很满意。企业做产品材料一致性强,采用集中烘料,再通过输送管传送到每一台注塑机上,这样的操作也是花费设备投入,人力费用和能耗。如图1所示。塑料中水分较多,导致塑料剪切黏度降低,往往不当的干燥,将给塑件带来较多缺陷,包括银纹,强度不够,起皮,无光泽和透明度不够等。为了达到塑料干燥目的,有的企业先把原料在烘箱干燥后,再送入随机烘料斗里,但是普通料斗式干燥及烘箱干燥,已经远远无法满足工程塑料干燥要求,除湿干燥机,真空除湿干燥机已经进入了千家万户企业,这些硬件投入都是很昂贵,无形中给企业增添了不少负担。


图1 烘料斗示意图
1.2 免烘干注塑机原理
免烘干注塑机简称排气式注塑机。在成型加工中,材料中常含有超量湿气和水分,如果不排除掉会影响产品表面质量,对于黏附在料粒外面水分,可以用烘干设备和干燥设备除去,但是还有一些材料是在加工过程中,例如在螺杆预塑时,一部分水分和溶在高分子中的挥发物会逸出来,这部分气体或水分只有在排气式注塑机上才能完成排除;保证符合质量要求的制品,并简化干燥设备,减少能量消耗,缩短的成型周期,排气式注塑机是很有发展前途的设备。免烘干注塑机基本原理:注塑机在塑化单元上增设了排气功能或装置[9],机体上设有用于废气回收的装置。没有经过烘料处理塑料颗粒,在通过料筒塑化过程中,在螺杆作用下,将塑料中水分通过螺杆与料筒中排气设置,在注塑到模具前,将水分等排除出料筒之外。较好地节省了传统注塑机注塑产品前对材料干燥步骤,达到了节能减排、绿色环保目的[10]。
排气式注塑机和普通注塑机的塑化装置区别是塑化部件,螺杆是往复式排气式螺杆,如图2,3所示。排气式注塑机的塑化注射机筒上有排气孔,塑料熔体中含有挥发性气体和水分等能直接排出机筒之外、排入大气中[11],也可通过管路与抽真空系统连接,使排气口部位产生负气压,以加快气体排出。排气式螺杆结构上分成前后两段,第一段为加料段、压缩段与计量段;第二段为减压段、压缩段与计量段。材料在排气式螺杆里工作过程:塑料经过熔融、压缩→熔料减压→熔料内气体膨胀→气泡破裂并与熔体分离→排气[12],经过排气后熔体进一步进行剪切均化。塑料从加料口,进入第一阶段螺杆后经过第一段加料段输送,压缩段熔体已成为黏弹状态,再经过一段末端过渡剪切元件使熔体变薄,气体附着在熔体层表面上,进入二段螺杆减压段。减压段螺槽突然变深,容积增大,同时减压段料筒上设有排气孔,其孔连接排入大气装置或接入真空泵贮罐装置,当减压段螺槽中熔体压力快速降低至零或负压,熔体中受到压缩水蒸气或各种气化挥发性物质通过气泡破裂时,能从熔体中脱出,从排气口排出。脱除气体熔体经第二段压缩段和计量段进一步塑化,从熔体内部排至表面上小气泡容易逸出并排入大气[13]。
在排气注塑成型中,熔体在减压段螺槽中所占横截面积、停留时间、剪切效果都与排气效率息息相关。当横截面积小时(即充满程度小)、停留时间长、剪切作用大,则排气效率较高。这有较充分时间和空间使各种气体能从熔体表面释放出来,剪切作用促使熔体内气泡破裂,且容易克服周围介质阻力而释放[14]。
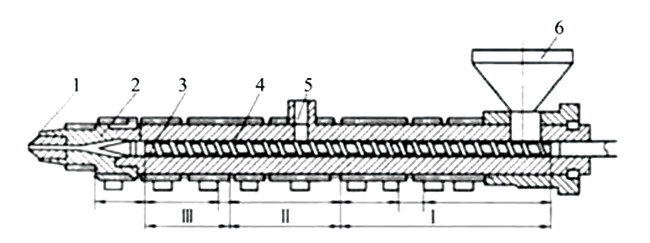
1—喷嘴;2—前段机筒;3—螺杆;4一主机筒;5—排气孔;6—料斗
I—螺杆的第一阶段;Ⅱ—螺杆的排气区;Ⅲ—螺杆的第二阶段
图2 排气式注塑机机筒和螺杆结构示意图
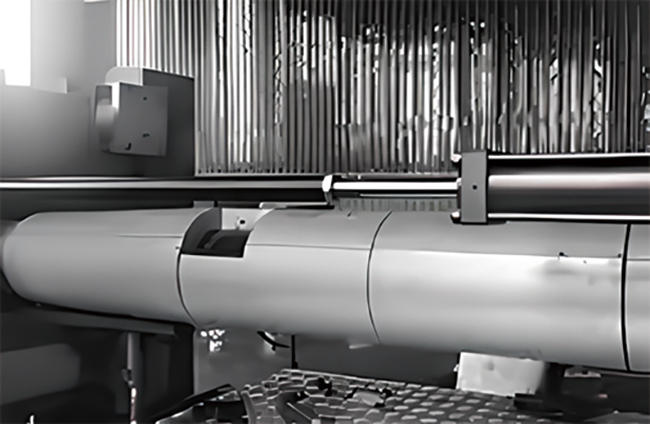
图3 排气式注塑机机筒排气孔示意图
排气式注塑机控制系统采用全闭环响应设计,伺服驱动,高效节能加热圈、注射重量控制精度在0.3%以下,均属精密注塑机范畴。射速在120~140mm/s,射出位置精度在0.1mm之内;锁模控制精度1mm之内;生产过程中的所有重要数据实现智能化,数字化管理,机台重要数据都有记录,均可导出。实现注塑机远程控制和检查,实现问题故障预测和评估在制造厂家的电脑终端体现出来,实现快速诊断[13]。
1.3 免烘干注塑机优势
排气原理很早就有应用,直到20世纪60年代才出现在排气式注塑机。由于当时技术、成本等各方面的原因,在较长的时间里面没有得到发展。随着时代发展,人们对塑件加工要求提升和产品质量要求提高。对排气注塑机需求人们又重新重视起来,这样推动了排气式注塑机研发与制造。免烘料注塑机的问世,给注塑带来了无需将吸水较强的材料进行烘干,减少其工序,节约时间;可以除去低分子挥发物至最低限度,提高塑料产品机械强度,改善其外观质量[15];使材料容易成型加工,能得到光滑表面的产品;可以利用加工回收料、或存放不妥的原料[16];减少不良品,提高生产效率,对于各种着色材料更换时,节约时间,提高功效;减少专用干燥设备与场地,节约电能、达到节约成本;更重要地符合低碳绿色制造理念。
在注塑加工时,塑料在料筒里塑化时,湿气和挥发物排不干净带入产品中,容易使产品性能下降与出现各种外观缺陷等。对于高价值工程塑料,如聚碳酸酯、聚酰胺、聚甲苯丙烯酸酯、醋酸纤维素、ABS、AS等在产品表面极为明显,包括聚烯烃类塑料经过增强改性后,添加了纤维和其他助剂后,导致增强改性材料具有吸湿性,还包括生物基降解塑料等材料都需要干燥处理,由此可见需干燥处理材料占着很大的比例。一般在注塑加工前要除湿、干燥处理。需投入高性能的除湿干燥设备以及维护,还需合理的干燥温度、干燥时间等工艺条件,这样的操作对水分和挥发物排除不一定很有效果。且除湿干燥工序已成为提高效率、实现注射成型自动化的一个障碍[17]。由此,用户急需要一种免干燥排气式设备来解决烘料带来的诸多问题。
2 免烘干注塑机应用案例
2.1 手电钻机壳节电测试
手电钻机壳产品选用PA6改性材料制作,产品净重为294g,尼龙是极易吸水且不容易烘干的材料,选用238t免烘干注塑机生产,并进行电能测试做比较。产品成型周期为48s。如图4所示,电表起始度数为4171.46,试验时间为连续生产6h后电表度数为4220.63,即4220.63-4171.46=49.17/6=8.195,实际耗电每小时8.19度(k.Wh)。客户原用普通200 t注塑机生产(包括烘料斗运行),耗电每小时13.6度(k.Wh),免烘干塑机比原先普通200t注塑机每小时节省5.3度(k.Wh),显示出免烘干塑机无需预干燥,节约电能,比普通注塑机节电30%以上。同时,手电钻机壳产品在生产过程中,模具温度60~100℃,实现质量稳定,节能增效的双赢。
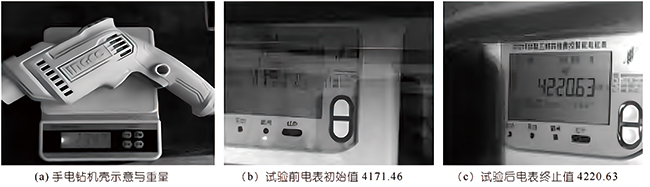
(a)手电钻机壳示意与重量 (b)试验前电表初始值4171.46 (c)试验后电表终止值4220.63
图4手电钻机壳免烘干塑机节能试验示意图
2.2 电冰箱收纳盒PET质量稳定
电冰箱收纳盒产品选用PET(Polyethyleneterephthalate)聚对苯二甲酸乙二醇酯材料制作。产品重量200g,一模出一件,热流道中心直浇口进料,如图5所示。PET材料不用烘料,直接倒进料斗里加工,调机到第五、六模时,产品外观质量达到要求,产品中没有银丝缺陷,说明注塑料中不含水分。用户直接进行批量生产。在普通注塑机生产,PET需要干燥温度120~140℃、4~6h烘料过程,经常因烘料不好,造成调车中废品增加。PET加工时,要用模温机进行模温控制,一般在100~140℃,薄件取小值,壁厚取大值。模温直接影响熔体的冷却速度和结晶度,结晶度不同、塑件性能不同[18]。
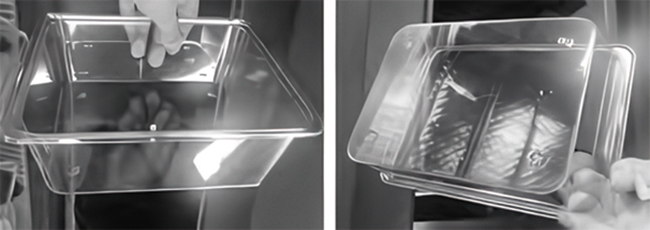
图5电冰箱里收纳盒
2.3 PC镜片一出六模达到要求
500度近视镜片产品用聚碳酸酯(PC)制作,采用一模出六件。PC镜片加工过程中对烘料有很高的要求,烘料不到位,PC材料本身折射率改变以及应力双折射等,都会对镜片成像质量产生影响[19]。普通注塑机加工镜片,烘料温度120℃,一般4~6h。因烘料不当时产品容易出现银丝、料痕、黑点等缺陷,加上镜片中间厚度较厚些,给产品注塑带来较大的困难。采用免烘干注塑机加工,模温范围80~120℃。模具做了一些调整,主要在每个镜片末端加排气井,便于注塑时容易排气,注塑起初时调整工艺浪费10模后,基本上生产稳定,产品透明度好,表面质量好,得到用户的认同。如6所示。
(a)透镜一出六示意图 (b)单个透镜示意图
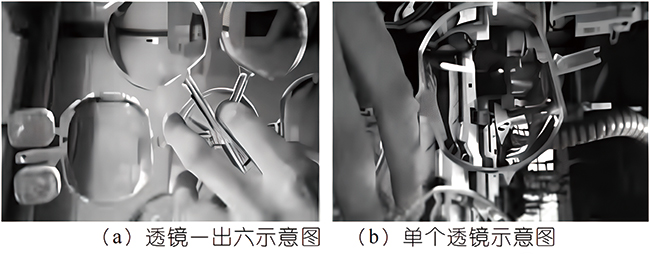
图6 500度PC近视镜片示意图
近视镜片也有用亚克力制作,图7所示。400度近视镜片采用聚甲基丙烯酸甲酯(poly(methylmethacrylate,简称PMMA)材料加工,也称有机玻璃,采用一模出八件。PMMA在普通注塑机上加工,烘料温度在80℃,烘料时间4~6h。采用免烘干注塑机加工,模温范围60~90℃,生产稳定,产品质量好。
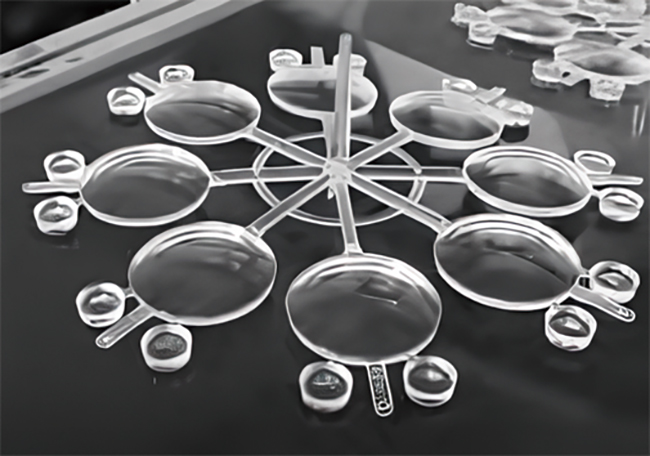
图7 400度PMMMA近视镜片示意图
2.4 P6-GF30转子端盖一出四模达到要求
在微型电机转子和铜线圈之间绕线时常会转子和铜线碰擦影响电机性能。现转子两端套上一个端盖,在崁线时线不被转子上锐角等碰伤而影响整个微电机的绝缘性能[20]。端盖周边厚度均为0.5mm,取负公差0.1mm,厚了占绕线空间,长度为15mm,能封住口部就可。转子端盖用P6-GF30材料制作,材料需要干燥处理。其材料吸水性强,干燥时间较长,容易发黄,影响使用效果。现在采用110t免烘干注塑机加工,模温70~100℃之间,一模出四,产品和浇口重60g,每分钟4模,生产稳定,产品不发黄,没有异常情况。
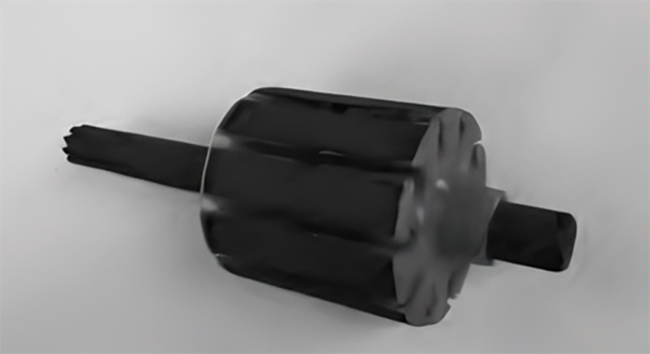
图8 端盖安装在转子上示意图

图9 转子端盖现场生产示意图
3 结束语
通过对PC、PET、PA6等材料在免烘干注塑机应用取得了成功,尤其透明件注塑成型的产品不仅美观,而且透明度极高,验证免烘干注塑机的应有功效,为吸湿性材料直接进行注塑产品开拓了广阔的前景。目前除了个别塑料不需干燥处理,而大多数塑料需要干燥处理,我国使用传统式注塑机居多,烘料干燥设备配套也多,仅烘料干燥方面要消耗了更多地电力能源与人力,而免烘干注塑机的问世,将改变传统烘料干燥方式,塑料直接加工成型,符合产品质量要求,其将带动整个注塑行业向节能低碳绿色方向发展的趋势,推广免烘干注塑势在必行。
参考文献:
[1] 塑料注射成型机:JB/T7267—2004[S].
[2] 王忠辉.注射和保压压力对聚丙烯结晶形态及性能影响的实验研究[D].江西:南昌大学,2018.
[3] 陶永亮,姚科.注塑过程控制技术和智能化发展趋势[J].工业控制计算机,2019,32(4):17-20.
[4] 蔡恒志.浅谈高档精密注塑机发展现状及前景[J].塑料制造,2010,0(04):72-74.
[5]顺德伊之密8500t注塑机研制成功[EB/OL].[2022-02-26].https://www.fs0757. com/home/article/view/id/26273. html.
[6] 陶永亮,张明怡,张宏.基于“双碳”目标下注塑机节能化的改进[J].橡塑技术与装备,2022,48(11):60-63.
[7]东莞市天天自动化设备有限公司.塑料干燥机的工作原理[EB/OL]. http://www.szdatian. net.cn/szdatian_article_123197.html.
[8] 广东新同昌节能科技有限公司.一种料筒烘干节能装置:CN201910545367.4[P].2020-12-22.
[9] 广东伊之密精密注压科技有限公司,广东伊之密精密机械股份有限公司.一种免烘干塑料的注塑机:CN202010345349.4[P].2020-08-07.
[10] 广州市启航实业有限公司.一种适用于peek自烘料式多段挤出注塑机: CN202410792404.2 [P]. 2024-08-27.
[11] 广东伊之密精密机械股份有限公司.注塑机的注射装置:CN201120192886.6[P].2012-01-18.
[12] 江西丰迪新材料有限公司.一种注塑机排气机构:CN201822087822.4[P].2019-11-01.
[13] 本刊记者.专注节能,绿色注塑"排气式免烘干"成就"华亿"[J].橡塑技术与装备,2021,47(16):1-4.
[14] 华亿机械.排气式注塑机优势[EB/OL].http://www.huayisuji.com/product/10.html.
[15]惠州市志海新威科技有限公司.一种含有超支化聚合物的高阻燃PVC制品:CN202010810338.9[P].2020-10-20.
[16] 贺斌.先进注塑模结构分析及注塑工艺实验[D].山东:青岛理工大学,2005.
[17] 浙江安布雷拉新材料制造有限公司.一种排气式注射机:CN202321097225.4[P].2023-11-21.
[18] PET塑料注塑工艺解析[EB/OL].[2017-06-19].http://www.360doc.com/content/17/0619/21/38494476_664557089 . shtml.
[19]塑胶透镜吸湿对成像质量影响仿真分析[EB/OL].[2024-06-03].https://mp.weixin.qq.com/s/vN7NcKXCSj7DSTaotUCQjg.
[20] 陶怡,郑英杰,陶永亮.微电机转子端盖塑料模具设计与制造[J].橡塑技术与装备,2018,44(18):43-46

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













