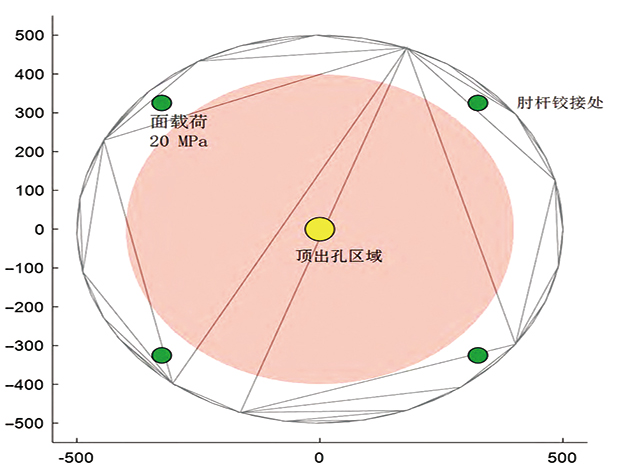
针对二板式注塑机开模过程中液压驱动系统破模力引发的摩擦振动问题,以LN某型二板式注塑机为研究对象,构建了动模板-哥林柱系统的动力学模型,并基于刚柔耦合动力学系统和控制系统的联合仿真,系统分析了开模阶段...
来源:宁波大学机械工程与力学学院,富强鑫(宁波)机器制造有限公司, 发布时间:2026年07月08日 16:53:53 阅读:12613
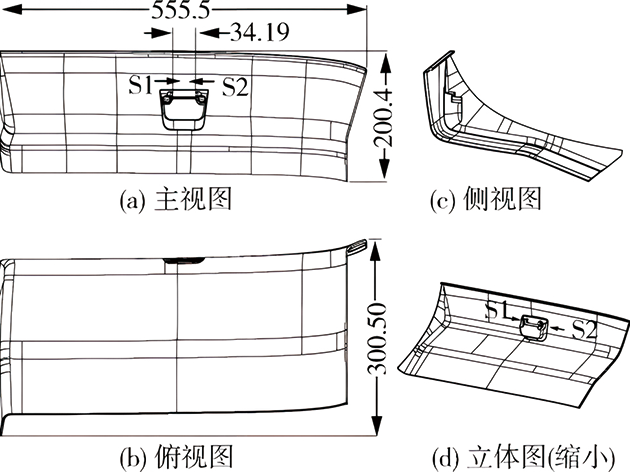
根据新能源汽车的储物箱盖板的结构特点,围绕质量、效率、成本、环保四大维度进行模具结构创新设计。
来源:广东科技学院 发布时间:2026年05月12日 10:43:24 阅读:13261
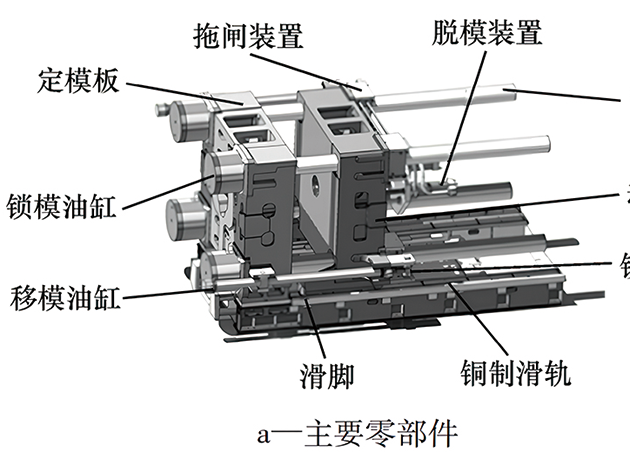
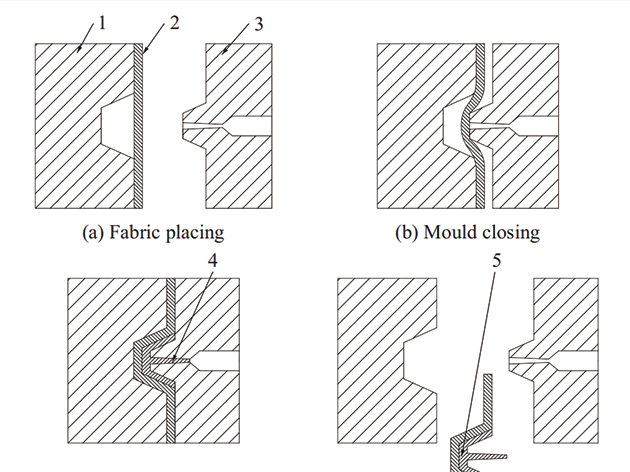
为满足汽车C柱上饰板对外观质感、装配精度及轻量化的生产要求,本文基于低压注塑包覆成型工艺,设计开发了1模2腔阀式热流道倒装模具。
来源:宿迁学院,南阳职业学院智能制造技术学院 发布时间:2026年05月12日 10:34:11 阅读:11191
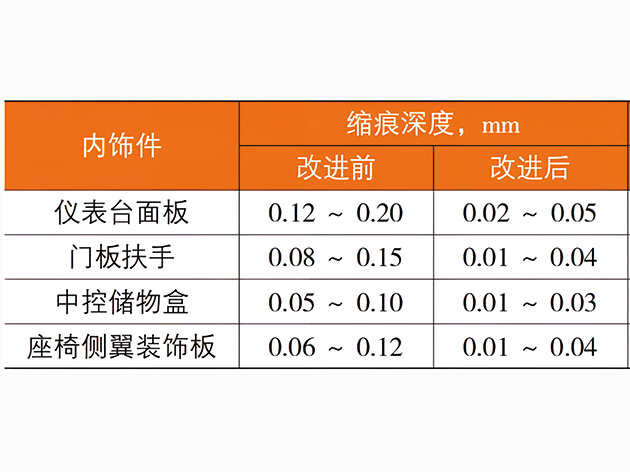
为解决传统汽车内饰件注塑成型工艺缺陷、产品质量不达标问题,以提升内饰件注塑成型质量为目标。
来源:海南科技职业大学 发布时间:2026年05月12日 10:31:23 阅读:10327
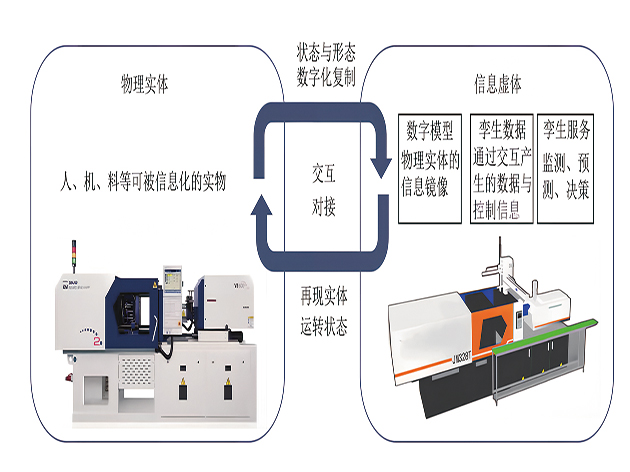
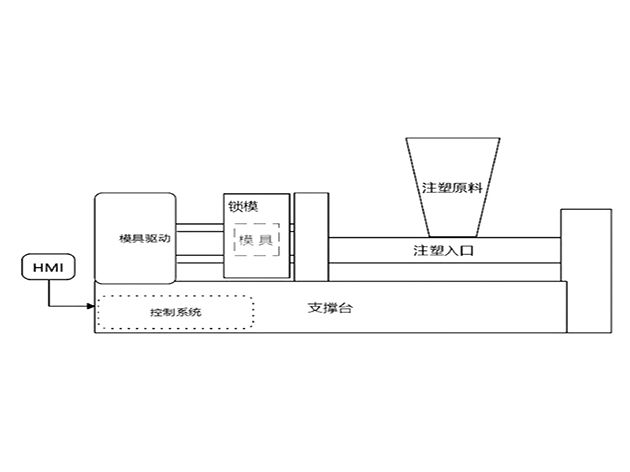
为解决传统注塑技术存在的信息融合程度较差等问题,注塑行业正快速向数字化与智能化方向发展
来源:北京化工大学 发布时间:2026年03月02日 14:22:26 阅读:15653
本文讲述了传统塑料机干燥方法不足之处和免烘干注塑机基本原理,分析了免烘干注塑机在实际使用中的优势
来源:重庆川仪工程塑料有限公司,重庆科聚孚新材料有限责任公司 发布时间:2026年03月02日 14:08:59 阅读:403
针对液压驱动锁模机构能耗损失大、动态响应迟滞及精度衰减等行业难题,文章创新性地提出基于动态耦合控制的全电动锁模系统解决方案
来源:丰铁塑机 发布时间:2026年03月02日 14:08:07 阅读:11977
针对注塑成型中的翘曲变形问题,提出一种基于多域正交空间演进(MDOSE)的集成优化机制
来源:西南科技大学制造科学与工程学院 发布时间:2026年01月21日 14:22:36 阅读:10360
注塑机作为高端制造的重要部分,智能化也成为注塑机技术发展的方向之一
来源:云南工商学院 发布时间:2026年01月21日 14:19:01 阅读:9892



























 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


