随着汽车工业的快速发展,驾驶安全和舒适性成为汽车设计中的重要课题。
来源:吉林工业职业技术学院 发布时间:2026年01月19日 17:06:30 阅读:11119
在大力推进循环经济、积极构建绿色低碳循环发展体系的背景下,深入推进固体废弃物资源化,依然是推动我国高质量发展的重要抓手。党的二十大报告中明确指出:“推进各类资源节约集约利用,加快构建废弃物循环利用...
来源:中国物资再生协会 发布时间:2025年11月10日 18:03:40 阅读:14061
在生态危机日益加剧与可持续消费思潮席卷全球的背景下,产品包装设计正经历着以低碳循环为导向的设计范式革新,这一变革既是践行绿色理念的必然选择,也是响应全球可持续发展战略的产业转型升级路径。
来源: 发布时间:2025年10月11日 16:24:58 阅读:7567
针对传统人工检测吹塑制品质量效率低、精度差等问题,提出基于机器视觉的非接触式视觉检测技术。分析了视觉检测的技术原理及系统组成,以吹塑药箱为例探讨视觉检测技术在吹塑制品生产中的应用。
来源: 发布时间:2025年10月11日 16:14:51 阅读:6880
微塑料作为一种新兴污染物,广泛存在于环境和食品链中,对生态系统和人类健康构成严重威胁。本文系统综述了微塑料的主要来源,包括食品包装、水系统、海产品和农产品,揭示了其通过食物链进入人体的多种途径。
来源: 发布时间:2025年10月11日 16:01:31 阅读:12517
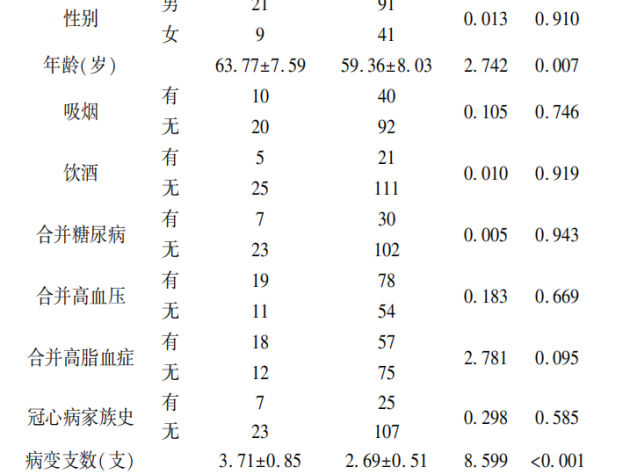
目的探究生长停滞特异性蛋白6(Gas6)、嗜铬粒蛋白A(CgA)、脂蛋白相关磷脂酶A2(LP-PLA2)对冠状动脉(简称“冠脉”)造影介入术后发生主要不良心血管事件(MACE)预测价值。方法回顾性分析2022年10月~2024年10月在本院行...
来源:吴连君 发布时间:2025年09月03日 13:56:19 阅读:10336
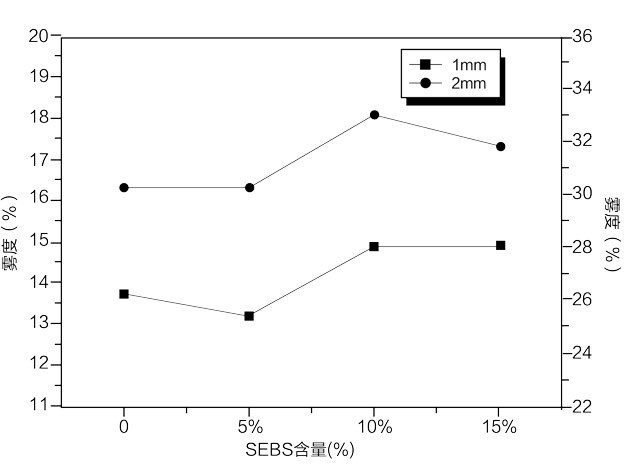
采用氢化聚苯乙烯-丁二烯-聚苯乙烯嵌段共聚物(SEBS)改性抗冲透明聚丙烯(PP),经双螺杆熔融共混制备得到透明PP/SEBS共混物,研究了SEBS的添加量对抗冲透明聚丙烯力学性能和雾度的影响。
来源: 发布时间:2021年07月16日 10:02:51 阅读:15498
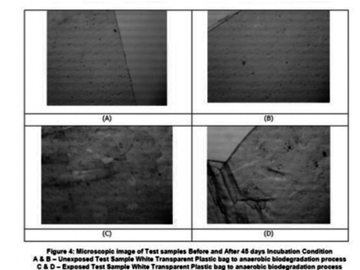
塑料产品的使用,可降解塑料是一种能够在特定条件下通过降解反应,发生分解的塑料。该类塑料能有效 缓解目前塑料废弃物导致的环境污染问题,且具有容易处理、原材料来源广泛等优势。在国家政策引导及环境治理 需...
来源: 发布时间:2021年07月13日 11:34:00 阅读:15068
一次性塑料禁令提案是作为欧洲塑料战略的一部分。2019年3月27日,欧洲议会以压倒性票数表决通过该禁令,同意自2021年起开始大范围禁用一次性塑料产品,控制塑料垃圾污染。
来源: 发布时间:2021年02月23日 09:26:41 阅读:9558
































 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


