










(广东科技学院,广东东莞523000)
摘 要:根据新能源汽车的储物箱盖板的结构特点,围绕质量、效率、成本、环保四大维度进行模具结构创新设计。通过随形加强筋结构优化,将塑件平均壁厚从2.5mm降至2mm,材料节省约15%,满足了新能源汽车轻量化要求。通过模流分析,确定了“热流道+普通流道+圆弧形潜伏式浇口”最优组合式浇注系统,保证了成型塑件的外观质量,实现了全自动化生产,废料率从5%降至1%。通过采用型腔纳米涂层技术、分区随形水路、闭环温控系统,模具成型效率和成型精度得到了显著提升,尺寸精度达到了MT3(GB/T14486—2008),生产周期从35s缩短至26s,冷却效率提升了25%,模具综合产能提高了2倍。
关键词:新能源汽车储物箱盖板;大型薄壁注塑模具;纳米涂层技术;热流道;斜推杆侧抽芯;液压顶出油缸;分区随形水路;闭环温控系统
新能源汽车储物箱盖板是储物箱的重要零件,位于副驾驶位置的外侧,长宽尺寸大,厚度尺寸小,装配尺寸精度和外观质量要求高。为了满足新能源汽车质量、效率、成本、环保四大要求[1],客户要求在普通汽车储物箱盖板的基础上进一步降低质量,提高精度,缩短成型周期,并能实现全自动化生产。这就大大增加了成型难度,对模具结构提出了更高的要求。为此笔者对塑件结构做了进一步优化,对模具结构进行创新和优化,成型塑件各项指标均达到设计要求,其成功经验对大型、薄壁塑件的注塑模具结构设计具有较好的参考价值。
1 塑件结构优化设计及成型工艺分析
图1所示为某款新能源汽车储物箱盖板零件图,空间造型优美,分型线较复杂,材料为PP/EPDM‑T20,收缩率1.1%。塑件与箱体有装配要求,装配尺寸的精度须达到MT3(GB/T14486—2008),塑件外观面要做蚀纹处理,内表面粗糙度为Ra=0.04~1.25μm。塑件最大长度555.5mm,最大宽度200.4mm,最大高度300.5mm。根据客户要求,我们对塑件结构进行了随形加强筋结构优化,将塑件平均壁厚从2.5mm降至2mm,质量从420g降至360g,材料节省约15%,达到了新能源汽车轻量化要求。通过振动和受力测试(20~2000Hz),无结构失效。塑件属于大型薄壁塑件,存在两处倒扣S1和S2,熔体填充和脱模都比较困难。塑件外观面不允许有成型缺陷,如熔接痕、收缩凹陷、斑点、飞边和浇口痕迹等。
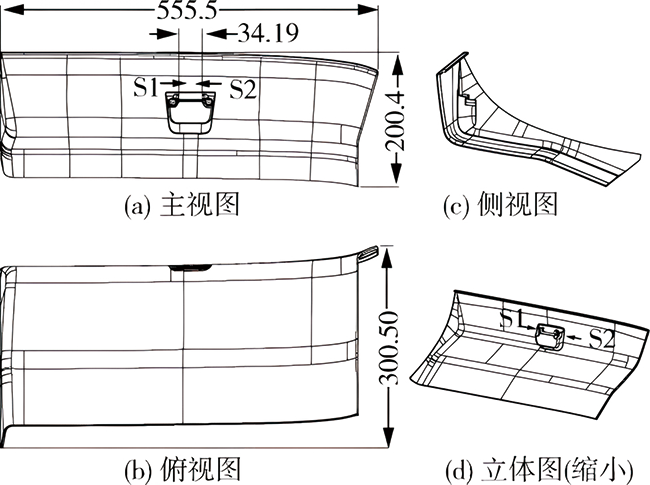
图1 新能源汽车储物箱盖板零件图
2 模具结构设计
2.1 成型零件设计
根据汽车储物箱盖板尺寸较大,空间造型较复杂,分型面落差较大的结构特点,经综合考虑及客户同意,模具定、动模成型零件均采用一体式,即型腔和型芯直接在定模A板和动模B板上加工,模板就是成型零件,订购模架时须特别注明动模B板和定模A板材料均采用P20模具钢[2]。相较于镶拼式结构,一体式结构的结构更紧凑,刚度更好,避免了开框、配框和制造斜楔等繁琐的工序,而且可以减小模架的尺寸,单套模具成本降低了约18%。
由于汽车储物箱盖板外形为不规则空间曲面,分型线亦为复杂空间曲线。为此笔者采用非对称变曲率分型面,减少了合模线对美观的影响,同时降低了制造成本。成型塑件外形落差大,注射成型时型腔侧向胀型力较大,为防止模板之间侧向位移,模具采用四周锥面定位,定位面锥度为5°,确保精准定位[3]。
本模型腔采用了纳米涂层技术,在型腔表面喷涂类金刚石(DLC)涂层,不但大大降低了熔体流动阻力,也大大降低了脱模阻力,从而可以大大降低注射压力和锁模力,模具寿命预计可延长30%。
2.2 浇注系统设计
为保证储物箱盖板的外观质量,改善熔体填充,模具采用热流道与普通流道组合形式:塑料熔体由热流道进入普通流道,再由两个潜伏式浇口进入型腔,详见图2(a)。普通流道采用“U”形截面,潜伏式浇口采用圆弧形结构[3],具体尺寸见图2(b)。
在注射成型过程中,圆弧形潜伏式浇口能够自动切断,这种模内切浇口系统既保证了成型塑件的外观质量,又可以实现全自动化生产,废料率从5%降至1%,提高了新能源汽车的绿色制造技术。
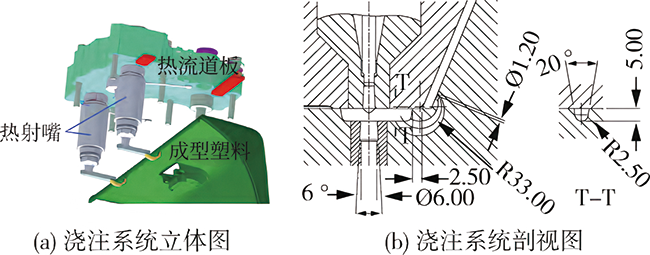
图2 模具浇注系统
2.3 模流分析
为了验证以上浇注系统设计的合理性,笔者应用MolFlow软件对模具注射成型进行模拟分析,并根据分析结果优化浇口的形状与位置。图3~图7分别是汽车储物箱盖板填充分析,填充等高线分析,注射压力曲线分析,锁模力曲线分析和熔接痕与困气分析结果图。
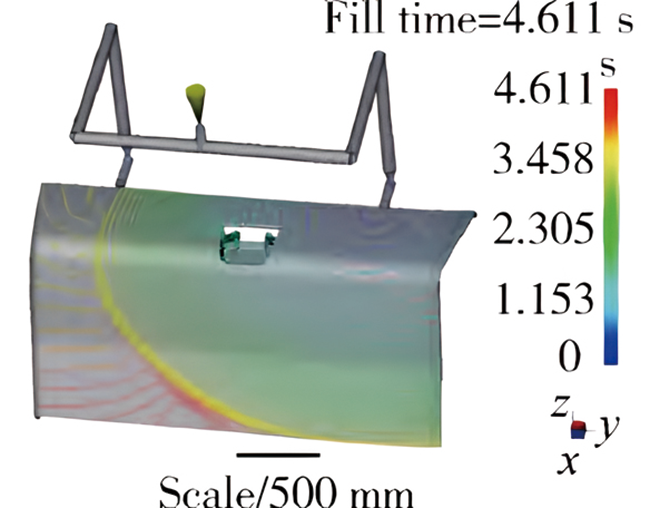
图3 熔体填充分析
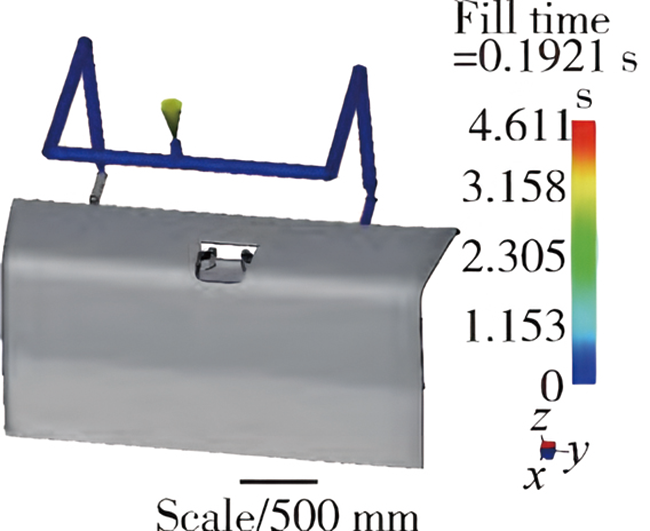
图4 熔体填充等高线分析
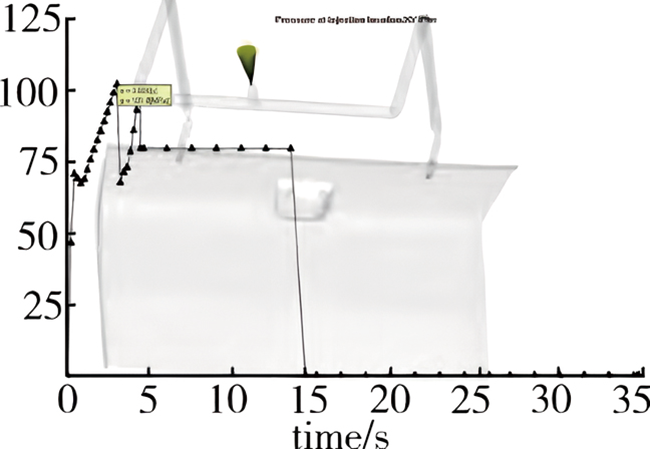
图5 注射压力曲线分析
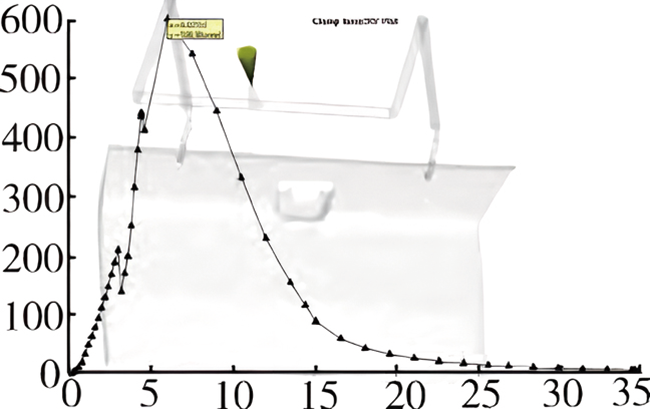
图6 锁模力曲线分析
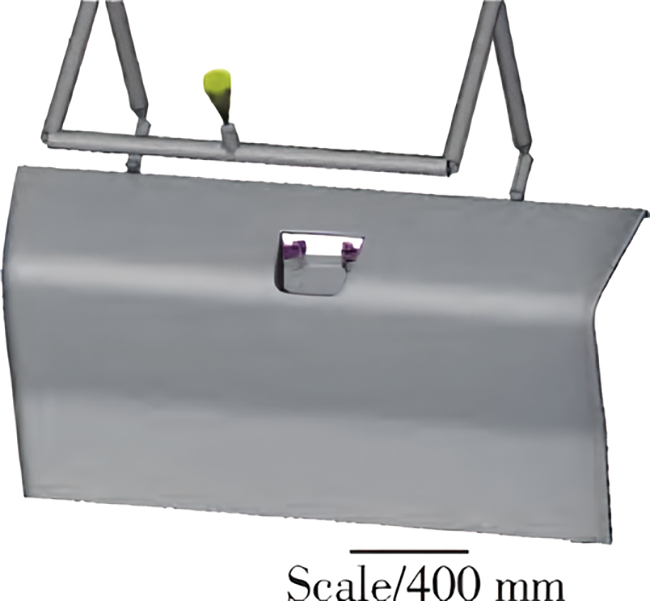
图7 熔接痕与困气分析
根据模流分析结果可以得出结论:塑件采用2点顺序阀热流道,从塑件侧边进胶,填充时间为4.6s,塑件填充效果良好,流动平衡,无填充不良和困气现象,塑
件填充压力均匀,进胶方案科学合理[4‑5]。
2.4 侧向抽芯机构设计
成型塑件有两个内侧倒扣S1和S2,抽芯方向相对,由于空间有限,只能采用斜推杆侧向抽芯机构,该抽芯机构由侧抽芯27、28,斜推杆31、37,斜推杆滑座32、34和4个导套26、29、33、36组成,详见图8。两个倒扣深度均为4.71mm,加上安全距离,侧抽芯距离取8.40mm,根据塑件高度,成型塑件脱模距离取80mm[6]。根据作图法或三角函数计算法,可得到斜推杆的倾斜角度为6°。

公式 1
由于两个斜顶靠的较近,必须保证两个斜顶在向内侧抽芯时不会相撞。从图8可知,合模时两个斜顶之间的距离为22.53mm,大于侧抽芯向内侧横向移动距离8.40×2=16.80mm,安全。
2.5 温度控制系统设计
储物箱盖板为大型薄壁塑件,内表面粗糙度小,外表面需进行蚀纹处理,结构包含卡扣、加强筋等,易因冷却不均导致缩痕、翘曲变形。为此本次模具温度控制系统采用随形水路(conformalcooling),冷却水路贴合盖板曲面形状(距离型腔表面20~25mm),主水路水管直径φ12mm,分支水路φ8mm[7‑8]。
其次我们还进行了分区独立控制:将模具分为浇口区、中心区、边缘区,每个区域独立水路循环。
冷却水路各参数设计:注射成型时,冷却水流量控制在5~10L/min之间,使冷却水始终处于湍流状态(雷诺数>4000),以增强传热[7]。水路间距为管径的3~5倍,交错排列避免冷却盲区,详见图9。为了提高冷却效果,防止水路内壁生锈,我们对所有冷却水路内壁都做了镀铬处理,减少了水垢沉积。为实时反馈数据至控制系统,实现闭环控制,模具在注塑生产过程中,还采用了智能化IoT集成监测技术,在镶件内嵌入温度传感器,实时监控模腔填充状态,结合AI算法动态调整注塑参数,模具温差控制在±2℃以内,良品率提升至99.5%以上[8]。
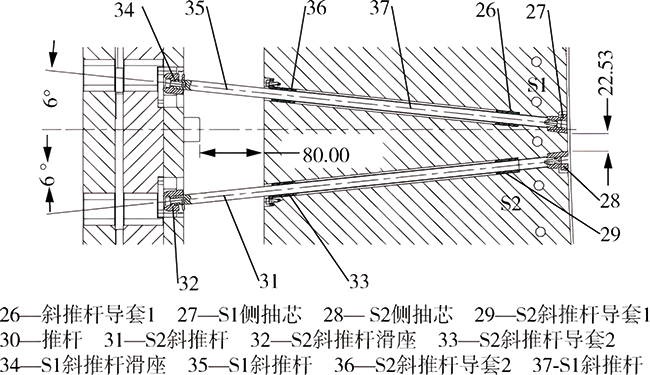
图8斜顶侧向抽芯机构设计
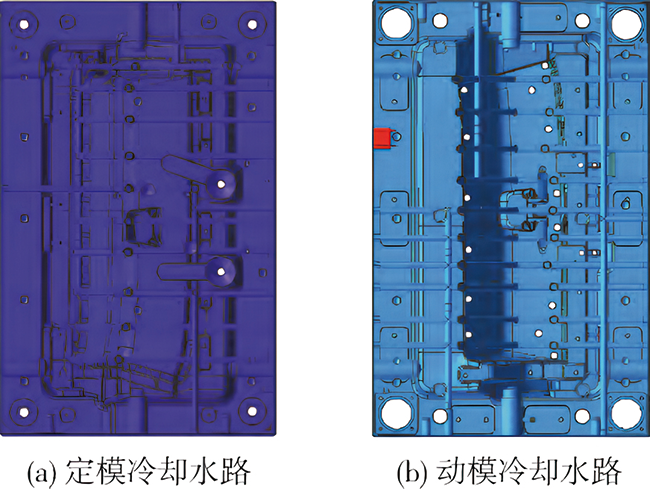
图9 模具温度控制系统
对模具温度的精准控制保证了快速冷却和均衡冷却,避免了局部温差导致变形,成型周期从35s缩短至26s,冷却效率提升了25%,尺寸精度达到了MT3
(GB/T14486—2008)。
2.6 导向定位系统设计
汽车储物箱盖板注塑模具设计寿命50万,尺寸大,寿命长,精度高,模具需要承受长时间高频率的开合模动作,导向定位系统的耐用性和准确性非常重要。
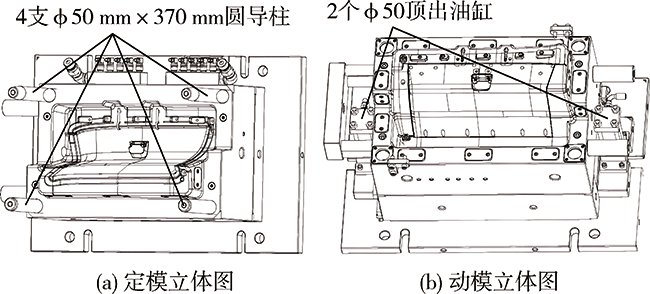
图10 模具导向定位系统
汽车储物箱盖板注塑模具导柱采用高碳铬轴承钢SUJ2,淬火,表面硬度60‑62HRC;导套采用铜合金,减少摩擦磨损[9]。导柱直径通常为模具分型面宽度的1/10~1/8,本模取φ50mm,导柱长度需超出动模闭合高度10~15mm,本模取370mm。导柱数量4支,布置在模具的四个角上,采用法兰式固定,便于拆卸维护,详见图10。导柱端部增设键槽或平面,防止旋转偏移。
汽车储物箱盖板注塑模具采用锥面精定位结构,以辅助导柱导套,用于模具生产过程中高精度对位。定位面锥度取10°,接触面积需85%。为了提高模具寿命,便于维修,锥面上共设计了12块耐磨块。导柱与导套按H7/f7间隙配合,保证润滑和热膨胀空间[10]。
2.7脱模系统设计
为防止汽车储物箱盖板脱模时顶白变形,模具采用了“推杆+斜推杆+液压顶出油缸”组合顶出方案。顶针12根,直径φ8mm,均匀分布,2组斜顶,处理侧扣脱模。顶出行程80mm,顶出速度0.5m/s,顶出力约8t[11]。脱模系统由两个液压油缸25驱动顶出和复位,平稳且可靠,无顶白或变形。汽车储物箱盖板注塑模具属于大型模具,为保证推件安全运行,推杆板导柱和复位杆均设计了6支。定模A板与复位杆接触的位置还设计了一块直径为φ40mm的硬块,硬块材料为S50C模具钢,表面氮化处理[12]。
2.8模具排气系统设计
在汽车储物箱盖板注塑模具型腔内有大量空气,在注射成型过程中,这些气体必须及时排出,同时在开模过程中,外面的空气又必须及时进入型腔,防止型腔出现真空而造成脱模困难。储物箱盖板注塑模具主要通过分型面上的排气槽排气,见图11。同时笔者还在顶针侧壁开槽(深度0.02~0.03mm)排气,效果很好。PP料流动性好,一级排气槽深度不能大于0.04mm,太深容易产生飞边,二级排气槽深度可取0.5~0.8mm。排气槽宽度取10mm,排气槽间距30mm,确保气体快速排出[13]。高效、可靠的排气系统有效消除了熔接痕和填充不良等成型缺陷。
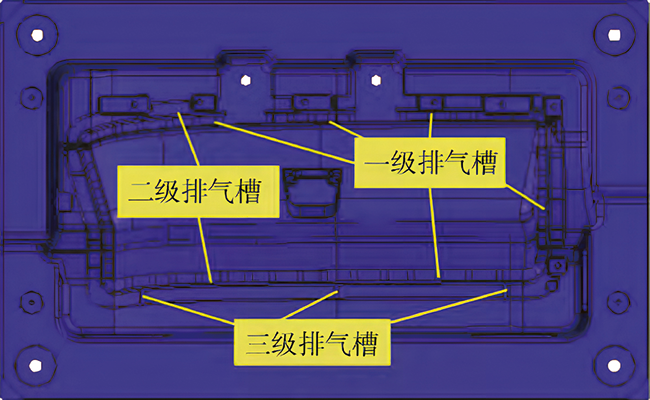
图11 模具排气系统设计
3 模具装配图及工作过程
3.1 模具装配图
综上所述,模具采用热流道浇注系统,塑件内侧两个倒扣采用斜推杆(又称斜顶)侧向抽芯机构。模具外形尺寸为:长1100mm,款730mm,高840mm,总质量约3t,属于大型注塑模具。详细结构见图12。
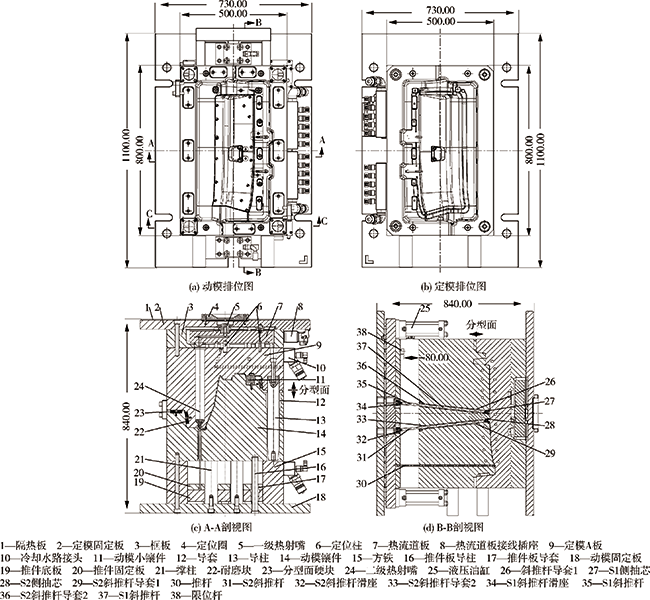
图 12 汽车储物箱盖板注塑模具结构图
3.2 模具工作原理
(1)合模:模具的动模和定模在注塑机驱动下闭合,形成密闭型腔。(2)注射充填:熔融的聚丙烯塑料由热流道浇注系统进入模具分型面之间的普通分流道,最后由圆弧形潜伏式浇口进入模具型腔。(3)保压与冷却:保压阶段持续施加压力,补偿材料收缩;冷却系统(水路)通过循环冷却水快速降温,使塑料固化定型。(4)开模、顶出及抽芯:在注塑机驱动下动模后移,模具打开,开模距离达到400mm后,液压油缸25推动推件固定板19,同时推动所有推出零件将成型塑件推离动模。在推出过程中,斜推杆31和35分别推动侧向抽芯28和27向内侧向抽芯。(5)取件与复位:推件推出行程80mm,由限位杆38控制。接着机械手取出产品,液压油缸25推动脱模系统和斜顶复位,模具进入下一次注射成型。
4 结论
(1)通过随形加强筋结构优化设计,将塑件平均壁厚从2.5mm降至2mm,材料节省约15%,满足了新能源汽车轻量化要求。
(2)通过模流分析优化,模具确定了“热流道+普通流道+圆弧形潜伏式”最优组合式浇注系统,既保证了成型塑件的外观质量,又实现了全自动化生产,废料率从5%降至1%,提高了新能源汽车的绿色制造技术。
(3)通过采用型腔纳米涂层技术、分区随形水路及闭环温控系统,模具成型效率和成型质量得到了显著提升,尺寸精度达到了MT3(GB/T14486—2008),生产周期从35s缩短至26s,冷却效率提升了25%,提高了新能源汽车的快速成型和精密成型技术。
(4)本模围绕质量、效率、成本、环保四大维度进行创新设计,结构先进合理,单套模具成本降低18%,综合产能提高了2倍。试模一次成功,成型塑件通过震动和受力测试,各项指标均达到设计要求。
参考文献:
[1] 龚世海.注塑模具先进制造技术发展趋势综述[J].塑料工业,2019(09):208‑209.
[2] 张维合.注塑模具设计实用手册(第二版)[M].北京:化学工业出版社,2019.
[3] 张维合.新能源汽车注塑模具复杂结构50例[M].北京:化学工业出版社.2025.
[4] 吴梦陵.Moldflow模具分析实用教程[M].2版.北京:电子工业出版社.2018.
[5] 李月,徐少华,齐立朋,等.基于Moldflow对换挡操纵机构储物盒的模流分析应用[J].模具工业,2025,51(04):1‑7.
[6] 孙忠刚.共享单车手柄两向弯销延时复合抽芯机构及注塑模具设计[J].塑料科技,2019,47(1):115‑120.
[7] 胡清根,李旭东,黄贵清.动模、定模复杂抽芯的壳体注射模具设计[J].模具技术,2020(5):17‑21.
[8] 胥永林,张维合,冯国树,等.智能热水壶主体复杂抽芯及随形水路注塑模设计[J].中国塑料,2022,36(06):137‑141.
[9] 刘祥建,周佳睿,姜劲.基于Moldflow的按钮开关帽注塑模具设计[J].工程塑料应用,2023,51(06):97‑102.
[10] 马小伟,张维合.新能源汽车进气风箱面盖注塑模具的创新设计[J].塑料工业,2024,52(6):97‑101.
[11] 张维合,冯国树,朱晓敏,等.汽车右后门板顺序阀热流道大型薄壁注塑模具设计[J].中国塑料,2022,36(01):166‑171.
[12] 彭贤峰,翁礼杰,邵俊,等.新能源汽车PC灯罩的注塑模具设计[J].工程塑料应用,2024(4):101‑107.
[13] 赵利平,张小娟,彭新华.碎纸机塑件外壳大型注塑模具设计[J].中国塑料,2024,38(07):106‑111.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













