










张清怡,赵志杰,李 蕾
(北京燕山石化高科技术有限责任公司,北京市 102500)
摘 要: 介绍了流延工艺及其所用聚烯烃材料的种类。以低密度聚乙烯(LDPE)、线型低密度聚乙烯(LLDPE)为基料,制备了不同配方的聚乙烯流延薄膜并对比了其性能,研究了不同流延工艺条件对流延薄膜性能的影响。结果表明:LLDPE含量的增加能够提高薄膜力学性能,而LDPE能改善薄膜的光学性能;提高模头温度可以使薄膜横向拉伸断裂应力增加,纵向性能相反,薄膜光学性能提高,热封温度降低;增加牵伸比,薄膜光学性能降低;提高流延辊温度,流延薄膜横向拉伸断裂应力下降,纵向拉伸断裂应力增加,光学性能下降,热封温度提高。
关键词: 聚乙烯 流延薄膜 结构 加工工艺 拉伸性能
塑料薄膜按生产工艺可以分为吹塑薄膜、流延薄膜及拉伸薄膜三种。按产品原料分类,流延薄膜主要有流延聚乙烯(CPE)薄膜、流延聚丙烯薄膜、乙烯-乙酸乙烯共聚物薄膜、聚乙烯醇缩醛薄膜、聚对苯二甲酸乙二酯薄膜等[1] 。流延薄膜工艺技术采用T型模头法,原料树脂经挤机熔融后通过模头流延到表面光洁的冷却辊上,然后迅速冷却成薄膜。经厚度测试、牵引、电晕处理后,切去边料,收卷为薄膜卷后再进行切分,再进行产品包装。目前,在聚乙烯薄膜生产领域,日本 60%~70%装置采用CPE工艺,而国内采用CPE工艺仅有5%。相对于吹膜工艺制备薄膜的平整度±8%的误差范围,流延薄膜工艺制备的聚乙烯薄膜平整度误差可以控制在±1%。与吹塑工艺相比,采用流延工艺能够制备雾度低于3%的高透明度聚乙烯薄膜,并且能使热封温度降低5~10 ℃。因此,国内越来越多的生产厂家开始引CPE设备,国内CPE设备由2015年的低于20台迅速增长到目前的近60台。本工作从聚乙烯结构、配方及流延工艺对流延薄膜性能的影响进行了详细研究,以为下游CPE生产厂家提供指导。
1 实验部分
1.1 主要原料
低密度聚乙烯(LDPE) 226F,熔体流动速率为4.0 g/10 min,中国石油化工股份有限公司(简称中国石化)北京燕山分公司;线型低密度聚乙烯(LLDPE )7042,熔体流动速率为2.0 g/10 min,中国石化天津分公司。
1.2 主要仪器与设备
TA-6200型差示扫描量热仪,日本精工公司;Magna-IR型傅里叶变换红外光谱仪,美国Nicolet公司;ME-30/5200V3型流延机,德国OCS公司;Instron5566型万能试验机,美国英斯特朗公司;NDH- 2000型雾度仪,日本电色工业株式会社;TP-701S型热合封口机,日本Sangyo株式会社。
1.3 流延薄膜的制备
使用单层流延机,制备流延薄膜试样,薄膜厚度为(30±5) μm。
1.4 测试与表征
差示扫描量热法(DSC)分析:将约5 mg的试样在N2保护下升温到180 ℃,恒温10 min,消除热历史,降温得到试样的结晶温度(tc ),再升温到180 ℃,得到试样的熔融峰以及熔融温度(tm)和熔融焓(ΔHm),升、降温速率均为10 ℃/min。红外光谱分析:取0.5 g左右试样,于165 ℃,50kg负荷下压制成厚度为300 μm左右的薄片。按GB/T 6040—2002测试试样的双键数和甲基支化度。断裂拉伸应变、拉伸断裂应力、撕裂性能按GB/T 1040.3—2006测试,拉伸速度为500 mm/min。雾度与透光率按GB/T 2410—2008测试。流延薄膜的热封强度按QB/T 2358—1998测试。
2 结果与讨论
2.1 聚乙烯结构对流延薄膜性能的影响制备流延薄膜时,设定加工温度为170~200 ℃,螺杆转速为30 r/min,牵引速度为7 m/min,冷却温度为25 ℃,分别制备LDPE 226F流延薄膜及 LLDPE 7042流延薄膜,薄膜厚度约为30 μm。聚乙烯既有长支链(100~200个甚至更多的碳原子),又有短支链。短支链支化(SCB)对结晶度影响较大。SCB影响密度、光学性能、力学性能、tm。短支链的支化度可以用红外光谱法测定[2] ,用甲基 支化度来表现。从表1可以看出:与LLDPE相比,LDPE的甲基支化度更高,支化度对分子结构规整性具有破坏作用,可以降低结晶度,从而提高薄膜的透光率、降低薄膜的雾度。
Tm和t c决定了薄膜的热封性能和工艺。t c高有利于提高热封强度,但tm过高,则热封温度会过高,造成热封困难,且能耗大。从表1还可以看出:由于LDPE的tm较低,因此薄膜热封温度也较LLDPE低。聚乙烯的相对分子质量及其分布是表征聚合物结构的一个重要参数,对聚乙烯的聚集态和结晶相的形成有重要影响,进而对聚乙烯的加工和使用性能起着决定性的作用[3] 。更高的平均相对分子质量及更窄的相对分子质量分布,使薄膜具有更高的强度。因而LLDPE薄膜比LDPE薄膜拥有更高的拉伸断裂应力,但是两者的断裂拉伸应变相差不大。
2.2 LDPE与LLDPE不同配比对流延薄膜性能的影响
按LDPE与LLDPE质量比分别为1 0∶9 0,30∶70,40∶60,50∶50,70∶30,90∶10制备流延薄膜,记作试样1~试样6,设定加工温度为170~200 ℃,模头温度为180 ℃,螺杆转速为30 r/min,冷却温度为25 ℃,调节流延辊转速使其对熔体的牵伸比为5.00,制备出不同的流延薄膜,厚度约为30 µm。从图1看出:随着LDPE含量的增加,流延薄膜横向拉伸断裂应力逐渐降低,是由于LLDPE的甲基支化度低,结晶更完善,因此,LLDPE含量越高,薄膜拉伸断裂应力越高。而纵向拉伸断裂应力先降低后增加,这可能是由于拉伸过程中薄膜会沿着拉伸方向进行取向,单纯的LLDPE或LDPE取向程度会更好,拥有更高的拉伸断裂应力,而两者的共混物在取向时,分子结构的差异导致取向不完善,因此会降低纵向拉伸断裂应力。从图1还看出:随着LDPE含量的增加,薄膜光学性能提高,热封温度下降,这是由于LDPE的甲基支化度更高,可以降低结晶度,从而降低雾度。LDPE的tm更低,热封时所需能耗更低,从而降低热封温度。
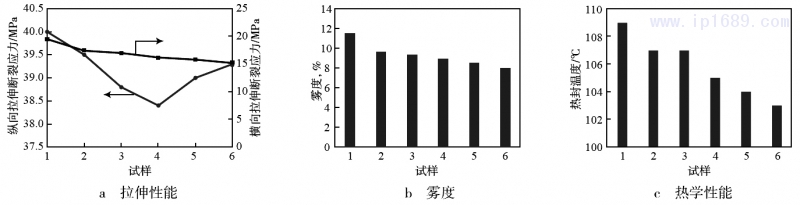
综合不同配比共混物的拉伸性能、光学性能及热封性能,选择m(LDPE)∶m(LLDPE)为30∶70的共混物作为后续的研究对象。
2.3 流延工艺对流延薄膜性能的影响
2.3.1 牵伸比
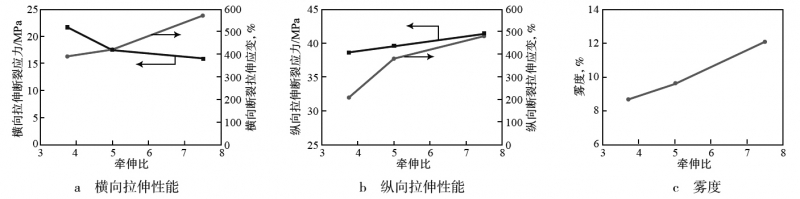
设定m(LDPE)∶m(LLDPE)为30∶70,加工温度为170~200 ℃,螺杆转速为30 r/min,冷却温度为25 ℃,调节流延辊转速使其对熔体的牵伸比分别为3.75,5.00和7.50,测得热封温度分别为110,107,106 ℃。从图2可以看出:随着牵伸比增加,流延薄膜横向拉伸断裂应力下降,纵向拉伸断裂应力增加;横向、纵向断裂拉伸应变均增加;随着牵伸比增加,薄膜雾度增加,光学性能下降;随着牵伸比增加,薄膜的热封温度降低。因为随着牵伸比增加,沿着牵伸方向的片晶取向程度明显提高,即提高牵伸比有利于分子链在牵伸方向的取向[4] ,因此纵向拉伸断裂应力增加、横向拉伸断裂应力下降;同时增加牵伸比能够促进片晶在垂直于牵伸方向上的生长,使流延薄膜纵向形成排列更加规整有序的片晶结构,导致光学性能下降;然而增大牵伸比相应减少了熔体在拉伸应力场下冷却结晶的时间,导致结晶度和片晶厚度有所降低,因此热封温度有所下降。
2.3.2 模头挤出温度
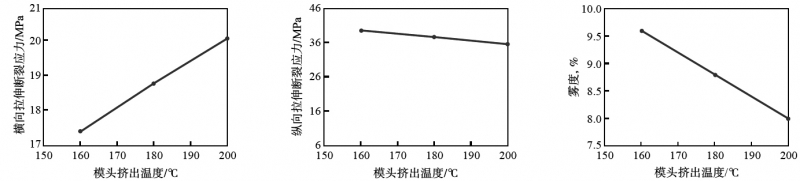
设定m(LDPE)∶m(LLDPE)为30∶70,加工温度为170~200 ℃,螺杆转速为30 r/min,冷却温度为25 ℃,调节流延辊转速使其对熔体的牵伸比为5.00,模头挤出温度分别160,180,200 ℃,测得热封温度分别为109,107,105 ℃。从图3可以看出:随着模头挤出温度升高,流延薄膜横向拉伸断裂应力增加,纵向拉伸断裂应力、热封温度降低,雾度下降,光学性能提高。这是因为模头挤出温度低,模头与流延辊之间有较低的温差,可以使尚未结晶完全的链段继续结晶,沿着牵伸方向的晶区缺陷逐渐被完善,因此模头挤出温度低,制备的流延薄膜具有较高的纵向拉伸断裂应力。另一方面,模头挤出温度升高,熔体从挤出机口模流出后与流延辊的温差增加,黏附在流延辊面上相当于受到快速冷却的作用,使熔体在拉伸应力场下的结晶受到了限制,因此结晶度和片晶厚度都较低,并且结晶不充分导致生成的晶粒较小,使光学性能提高。
2.3.3 流延辊温度
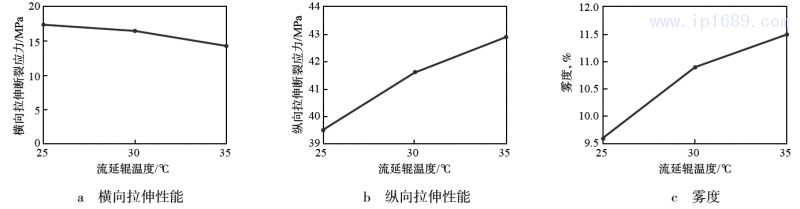
设定m(LDPE)∶m(LLDPE)为30∶70,挤出温度为170~200 ℃,螺杆转速为30 r/min,调节流延辊转速使其对熔体的牵伸比为5.00,流延辊温度分别为25,30,35 ℃,其中热封温度分别为107,108,110 ℃。 从图4可以看出:随着流延辊温度升高,流延薄膜横向拉伸断裂应力下降,纵向拉伸断裂应力增加,雾度增加,光学性能下降,热封温度提高。这是因为当流延辊温度较低时,熔体从挤出机口模流出后黏附在流延辊表面被迅速冷却,使熔体在拉伸应力场下的结晶受到了限制,因此结晶度和片晶厚度都较低。流延辊温度升高时,相当于给予黏附在流延辊表面的流延薄膜一定的热处理作用,使链段结晶更完善,结晶度和片晶厚度都得到提高,因此,提高流延辊温度,流延薄膜纵向拉伸断裂应力增加,光学性能下降,热封温度提高。
3 结论
a)与LLDPE相比,LDPE结构规整度低,相对分子质量分布宽,所制流延薄膜具有更低的热封温度、更优异的光学性能,但是力学性能较差。
b)随着共混物中LDPE含量的增加,流延薄膜的横向拉伸断裂应力逐渐降低,但是纵向拉伸断裂应力则先降低后增加,光学性能提高,热封温度降低。
c)提高模头挤出温度可以使薄膜横向拉伸断裂应力增加,纵向拉伸断裂应力降低,薄膜光学性能提高,热封温度降低;增加牵伸比,薄膜光学性能降低;提高流延辊温度,流延薄膜横向拉伸断裂应力下降,纵向拉伸断裂应力增加,光学性能下降,热封温度提高。
参考文献
[1] 陶宏. 中国流延薄膜的现状与新发展[J]. 塑料制造,2009 (Z1):48-52.
[2] 何曼君,陈维孝,董西侠. 高分子物理[M]. 上海:复旦大学出版社,1990:34.
[3] 桂祖桐. 聚乙烯树脂及其应用[M]. 北京:化学工业出版社, 2002:52-120.
[4] 沈鹏,杨兴成,朱梦冰,等. 流延工艺条件对聚乙烯流延基膜取向片晶结构和拉伸成孔性的影响[J]. 高分子材料科学 与工程,2015,31(5):129-134.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













