










摘要:文中对低密度聚乙烯装置生产的LDPE2426H吹膜工艺进行了研究,确定了吹膜生产的最佳条件。结果表明,LDPE2426H的重均分子量为9.4×104,结晶度为38.5%,具有分子量分布较宽、结晶度较低的特点。在加工温度为170~190℃、吹胀比为3.0时,吹制的薄膜光学性能最好、耐冲击强度高。
某石化公司的低密度聚乙烯(LDPE)装置采用德国basell公司的管式法反应器生产技术,设计生产能力200kt/a。该装置主要生产原料为乙烯,以醋酸乙烯为共聚单体,以丙烯或丙醛为分子量调节剂,过氧化物为引发剂。采用乙烯单点进料,过氧化物由4点注入脉冲式反应器的生产方式进行生产。低密度聚乙烯的主要特点是具有良好的柔韧性、抗冲击强度高、低透水性以及良好的加工性能和光学性能,因而广泛应用于薄膜包装行业。
1实验部分
1.1实验原料及主要仪器
实验所用原料为大庆石化公司塑料厂生产的LDPE2426H。
主要仪器:5226型雾度仪,意大利CEAST公司;RH7D型毛细管流变仪,英国ROSAND公司;DSC910型差热扫描仪,美国DUPOUT公司;4667型拉力试验机,美国INSTRON公司;PL-220型凝胶色谱仪(GPC),美国WATERS公司;BLU300型吹膜机组,德国Goettfert公司。
1.2测试方法
相对分子质量及其分布采用凝胶渗透色谱(GPC)法测试。实验条件:温度160℃,三氯苯为溶剂,流速1mL/min。热力学性能采用差示扫描量热法(DSC)测试。实验条件:样品容器为铜杯,样品量10mg,升温速率10℃/min。
1.3吹膜实验
吹膜实验在吹膜机组BLU300(德国)上进行。挤出机螺杆直径为Φ30mm,长径比为20:1,口模直径为60mm,采用风环冷却,薄膜厚度控制在29~31μm,牵引速率为5m/min。
2结果与讨论
2.1热力学性能分析
对LDPE2426H的热力学性能进行了DSC分析,分析结果见表1。
表1LDPE2426H热力学性能
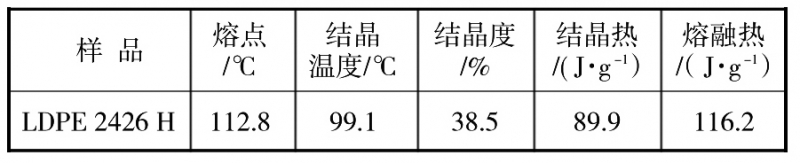
由表1可见,LDPE2426H的熔点为112.8℃,结晶度为38.5%。由于LDPE2426H是由自由基在高温高压下引发生成的聚合物,聚合物主链上含有较多短支链,由于短支链使支链间可结晶的亚甲基链段不能形成大而完整的结晶,破坏了链的折叠[1],每1000个碳原子含15~35个有4个碳原子以上的短支链,从而导致LDPE2426H结晶度较低[2]。当光穿过由LDPE2426H吹制的薄膜,遇到晶体界面时所产生的散射、折射的几率大大减少,薄膜的雾度降低,透光性较好;同时由于熔点较低,生产薄膜时加工温度较低,可为企业降低大量的能耗,减少生产成本。
2.2相对分子质量及其分布
对LDPE2426H的相对分子质量(Mn)及分子量分布(Mw)进行了凝胶渗透色谱法(GPC)测试分析,分析结果见表2。
表2LDPE2426H相对分子质量及其分布

从表2可知,LDPE2426H的相对分子质量为93952,相对分子质量较小,生产的薄膜表面光泽度较高;Mw/Mn为5.25,相对分子量分布较宽,可以使原料在加工过程中具有较好的熔体强度,吹制的薄膜具有较好的柔韧性[3]。
2.3流变性能
分别在160℃、170℃、180℃、190℃温度下考察了LDPE2426H的剪切应力和剪切粘度随剪切速率的变化情况,结果见图1,2。
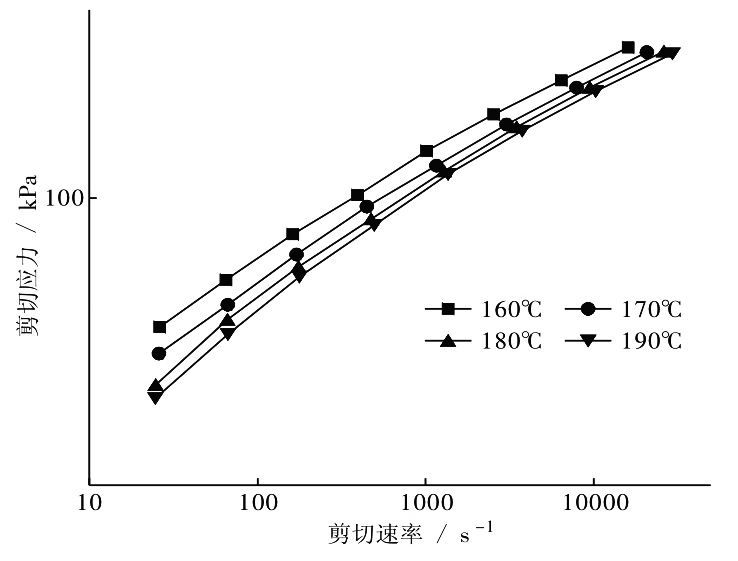
图1剪切应力与剪切速率的关系
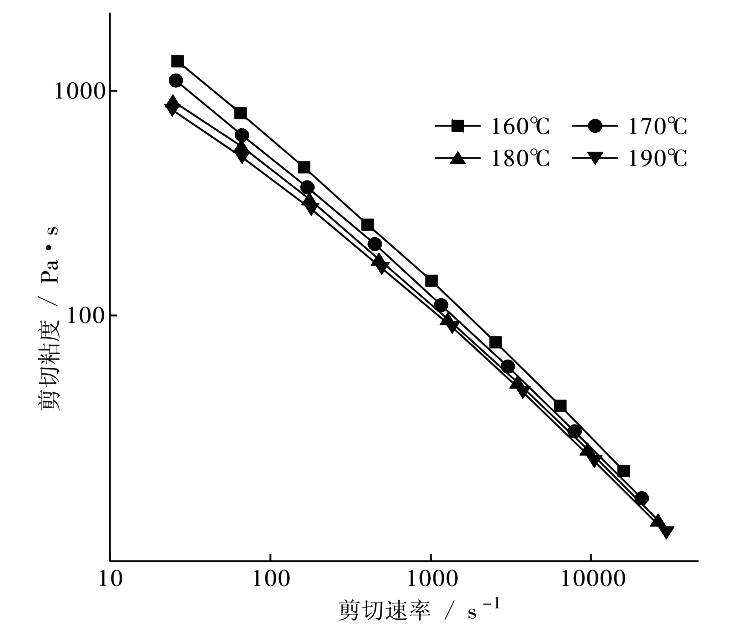
图2剪切粘度和剪切速率的关系
从图1,2可以看出,在相同的加工温度下,随着剪切速率的增加,熔体受到的剪切应力逐渐增大,熔体粘度逐渐下降;剪切速率相同时,随着加工温度的升高,熔体粘度逐渐降低。熔体温度为160℃时,LDPE2426H在剪切速率>415s-1后,开始出现轻微的熔体破裂;熔体温度为190℃时,LDPE2426H熔体破裂临界剪切速率486s-1。随着温度的升高,出现熔体破裂的临界剪切速率也在加大[4]。
2.4吹膜工艺条件对薄膜性能的影响
在固定牵引速率、冷却温度和薄膜厚度的条件下,考察薄膜生产加工过程中,加工温度和吹胀比对薄膜力学性能的影响,结果见图3~6。
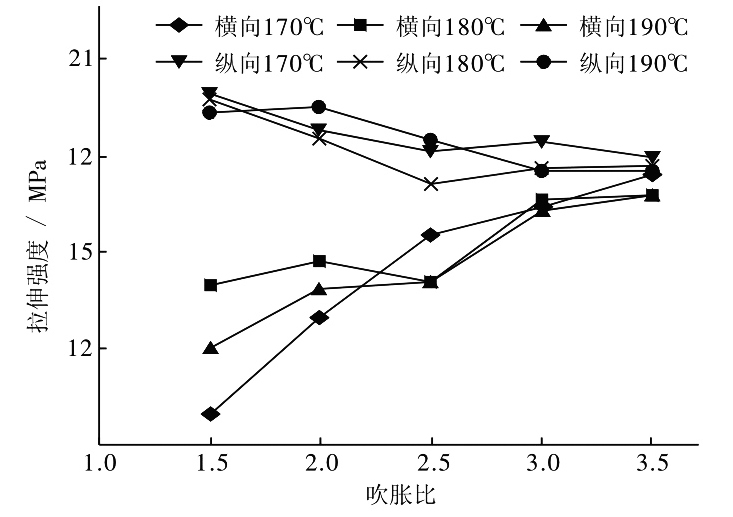
图3加工温度和吹胀比与拉伸强度的关系
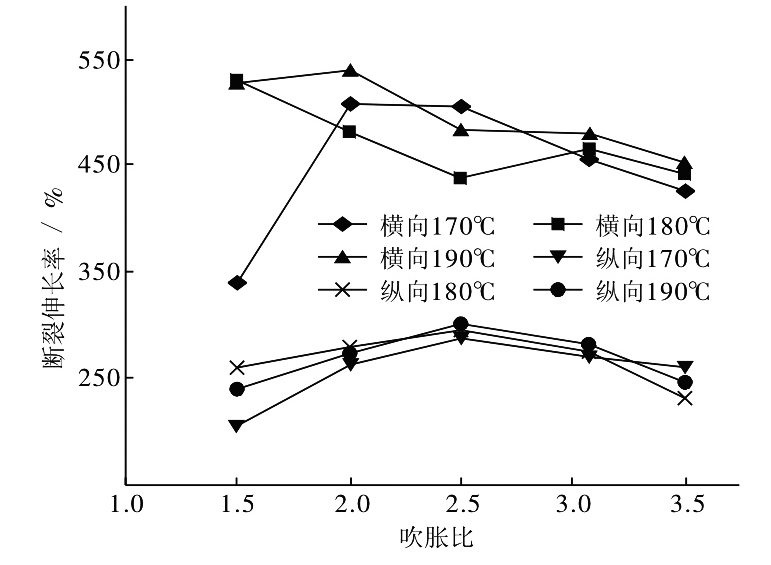
图4加工温度和吹胀比与断裂伸长率的关系
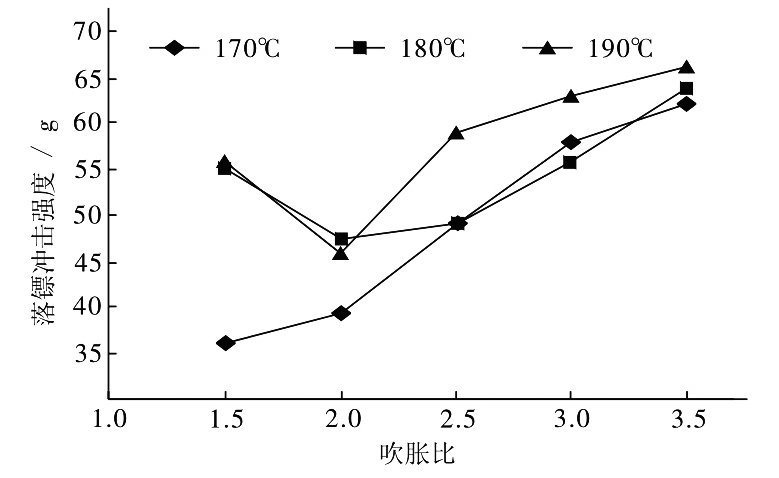
图5加工温度和吹胀比与冲击强度的关系图
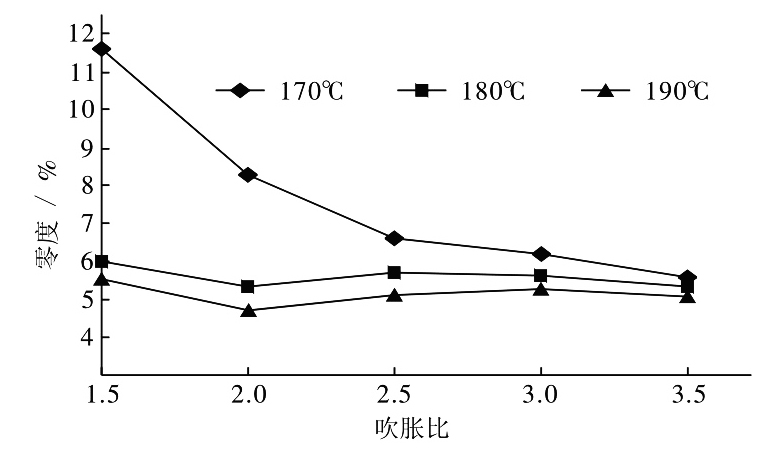
图5加工温度和吹胀比与膜雾度的关系图
(1)对薄膜拉伸强度的影响。从图3可以看出,加工温度在170~190℃之间,随着吹胀比的增加,膜的横向拉伸强度也增加,而纵向拉伸强度则随着吹胀比的增加呈下降趋势,且温度越高下降趋势越明显。说明吹胀比是影响膜的拉伸强度的重要条件[5],综合膜的横、纵向拉伸强度性能,所以选择吹胀比为3.0。
(2)对薄膜拉伸断裂应变(断裂伸长率)的影响。由图4可知,加工温度的变化对拉伸断裂应变(断裂伸长率)的影响并不明显;随着吹胀比的增加,膜的横向断裂应变逐渐下降,而纵向断裂应变随吹胀比增加逐渐上升,随后趋于平稳;吹胀比为3.0时,横向与纵向拉伸断裂应变基本达到平衡[6]。
(3)对薄膜冲击强度的影响。从图5可见,加工温度在170~190℃之间时,吹胀比相同时,随着温度的升高,膜的冲击强度变化不明显;但随着吹胀比的加大,膜的冲击强度增大,亦即膜的冲击强度的变化对吹胀比更敏感。
(4)对薄膜雾度的影响。由图6可知,随着吹胀比的提高,膜的雾度降低;吹胀比相同时,提高加工温度,膜的雾度降低,透明性变好。这主要是由于在吹膜生产过程中,提高加工温度使分子链产生松弛[7],取向减弱趋于均衡;同时影响了薄膜结晶过程中表面的不规则程度,结晶度降低,使膜的光泽度提高,雾度减小。
3结论
(1)LDPE2426H的相对分子量分布为5.25,分布较宽,用该原料吹制薄膜时加工性能较好。
(2)LDPE2426H的结晶度为38.5%,薄膜雾度低,光学性能较好。
(3)LDPE2426H吹膜过程中,在固定牵引速率、冷却温度和薄膜厚度的条件下,加工温度和吹胀比对薄膜性能的影响较大,提高了加工温度、加大了吹胀比,对薄膜光学性能和冲击强度的提高均有利,综合薄膜的各项性能,选择加工温度为170~190℃,吹胀比为3.0为宜。(文章来源于网络)

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













