










汕头市达诚环保精机科技有限公司
万松洲 杨伟光
摘要:本文介绍了高阻隔硬质包装EVOH树脂的性能特点和应用情况。重点介绍了EVOH复合材料的加工工艺和加工设备,以及EVOH多层共挤片材设备智能化改进内容及未来的发展方向。
关键词:EVOH;高阻隔;复合材料;加工装备;智能制造。
引言
塑料包装片材常用于生产一次性塑料杯、盘、碗、碟、盒等热成型制品,广泛应用于食品、疏菜、水果、饮料、乳品、工业零件等领域的包装。它具有柔软性、透明性好, 易制成各种形状的流行款式,它与玻璃相比不易破碎,重量轻,运输方便等优点,但包装行业通常要求塑料包装片材兼备机械强度、耐热性、耐寒性、对气体和水蒸气的阻隔性、光泽透明性、热封性、印刷性及无毒性等性能。单层塑料片材显然不能满足所有这些性能,如对氧敏感商品包装阻隔性不及金属和玻璃容器,因此,需要生产多层复合片材,不同塑料原料的各种性能体现在制品上,集中体现多种树脂的优点,使制品的性能进一步满足各种包装物使用要求。
01 EVOH包装应用市场状况
在冷链食品包装领域,以往人们选用金属或玻璃材料作为食品包装,从而有效隔离内外各种气体成分的渗透,以保证内容物的质量和商品价值。因为引起食品变质有以下三大因素:生物因素(生物酶反应等)、化学因素(主要是食品成分的氧化)及物理因素(吸湿、干燥等)。这些因素是在氧气、光线、温度、水分等环境条件下发挥作用,从而引起食品变质。防止食品的变质,主要是抑制食品中的微生物增殖,防止氧气对食品成分的氧化,以及阻湿和保持食品的原有风味。[1]
乙烯-乙烯醇共聚物简称EVOH,与聚偏二氯乙烯(PVDC)和聚酰胺(PA)并称为世界三大阻隔树脂[2]。EVOH能极大地抑制空气中氧气侵入食品,从而抑制因微生物增殖产生毒素等有害物质,还能防止氧化引起成分改变,同时保香并防止外界异味污染。而且,通过其他聚烯烃层可以弥补其阻湿性的不足。所以,EVOH多层包装材料能有效地防止食品变质从而延长保质期。另外,它容易加工成型,环保性能好。由于EVOH树脂优良的阻气性、透明性、加工性、耐溶剂性,其应用领域越来越广,需求量也迅速增长,前途广大,越来越受到产业界的关注。
02 高阻隔EVOH树脂
1)材料性能
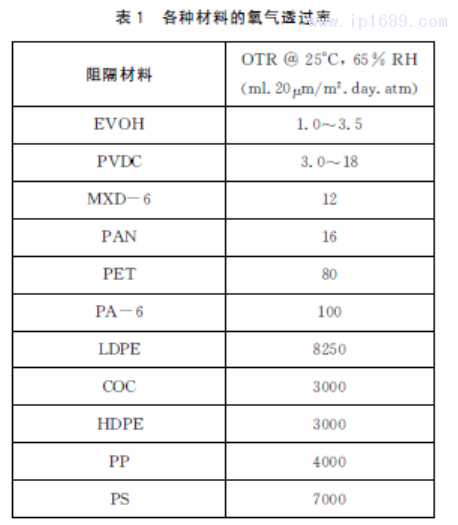
EVOH的阻隔性能高分子材料的阻隔性是指制品对小分子气体、液体、水蒸气等的屏蔽能力。目前常用的具有良好阻隔性能的树脂品种主要包括:EVOH、PVDC、PAN、PEN、PA和PET。表一为各种材料的氧气透过率[1]
如图1所示,EVOH的氧气阻隔性随着相对湿度而变化。在相对湿度低于约80%以下时,明显高于其它材料,而在在高湿度如85%以上,EVOH的阻氧性显著下降。但是,实际上阻隔性包装材料几乎都是多层结构,具有良好阻湿性能的聚烯烃(PE或PP)用于两侧。即使包装接近水性食品,外围环境为空气时,处于中间层的EVOH的相对湿度也在80% 左右。在这一条件下EVOH 的阻隔性仍然比其它任何材料好。因此,EVOH不仅对于干食品包装应用广泛,而且对于牛奶、果汁饮料、调味品、啤酒、葡萄酒、矿泉水等水性食品也得到广泛应用。另外,除氧气外,对二氧化碳气、氮气、氦气、氨气等其他气体,EVOH也具有卓越的阻隔性能。[1]
2)硬包装EVOH复合的应用情况
EVOH用作高阻隔材料时通常采取多层复合结构,常用复合材料有:PP、HIPS、PE、EVOH、AD,结构中AD为粘合剂。多层复合结构可以充分发挥各材料的性能,提高EVOH的阻水性,获得综合性能优异的高阻隔材料。以前大部分是应用于软包装,但复合树脂PP、PE、PA等由于韧性好、刚性较差,不易冲切,限制了其在硬包装领域的应用。PP及耐冲击性聚苯乙烯HIPS具有较好的刚性,成型性能优越,宜冲切,适宜应用于硬质包装材料。因而大力发展适用于硬包装EVOH高阻隔复合材料尤为迫切。
03 硬包装EVOH加工装备与加工工艺
1、加工设备
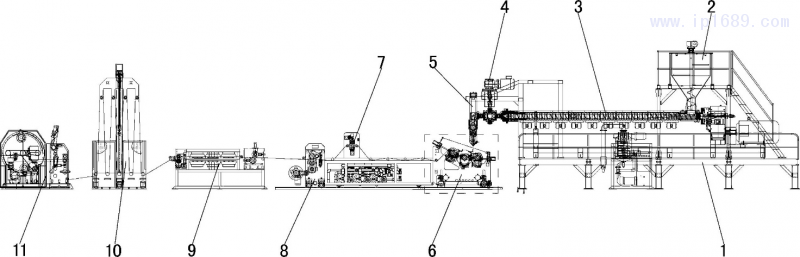
高阻隔多层共挤复合材料具有多层结构,因此需专用的多层共挤挤出设备成型,根据各层的材料特性选择合适的挤出类型。如汕头市达诚环保精机科技有限公司近期设计制造EVOH多层共挤片材挤出设备,采用5条单螺杆挤出机组合,具体型号为WJPG120/105/75/65/65-1200,配套计量泵,最大挤出产量800-1000KG/H,宽度800MM,其中:120螺杆适应于主料二次PP料,105螺杆适应于新料PP料,75螺杆用于包边料PP料,两条65螺杆适应于EVOH及AD料。模头出来后片材配套有压片定型机、辊筒恒温装置、在线测厚仪、自然冷却装置、切边装置、双面硅油涂布机、牵引装置、废边收卷装置、双工位卷取机、PLC工业控制柜等。
设备通常基本流程工艺示意图如下:
◆原料系统:原料配方比例及输送,破碎料回收装置;
◆挤出系统:各挤出机、过滤、计量、共挤分配至模头出片;
◆三辊压光系统:片材压光及切边装置;
◆在线测厚仪,片材厚度在线显示
◆牵引系统:动力牵引装置;
◆收卷系统:片材成卷收卷;
◆水循环系统:辊筒水温控制;
◆电气控制系统:整套设备电气控制。
WJPG120/105/75/65/65-1200型EVOH高阻隔片材机
此设备生产的EVOH高阻隔片材,经国家包装产品质量监督检验中心(广州)检验检测,GB/T31354-2014《包装件和容器氧气透过性测试方法 库仑计检测法》,试验条件: T=(23±0.5)℃, RH=(50±2)%,空气环境,氧气浓度:21%,氧气透过性:5.5×10-4立方厘米/包 24小时。
2、加工工艺
设备主要工艺路线:主料层物料通过120和105螺杆PP主挤出机,65螺杆(AD原料)加热熔融挤出,经过液压快速换网器,抵达分配器两边,65螺杆挤出EVOH原料直接进入分配器中间,75螺杆PP物料通过挤出机加热熔融挤出,经换网器直接进入模具会合,生产两边包边片材,各种加热熔融原料平稳进入共挤机头会合成片,在五辊压片机定型冷却,再经冷却后通过自动测厚仪测量厚薄均匀度调节,切边,片材经牵引辊送入卷绕装置,成卷包装为成品,而切边废边PP料直接进入粉碎机后回到挤出主机料斗再生产,也可以把边料由废边收卷装置收绕成捆。
3、关键技术点
由于EVOH树脂与PP树脂相容性差,而且树脂流变速率相差较大,基材与EVOH的粘接强度、二次成型时对EVOH的拉伸性能的要求、压延生产复合片材时EVOH层分布的均匀性等都是影响复合材料性能和使用的关键问题,也是生产该类型复合材料时需要解决的难题。
多层共挤技术关键是粘合剂(AD),EVOH的复合包装材料通常有PP\EVOH,但PP与EVOH不能直接热粘合,必须PP与EVOH之间加粘合剂(AD),其粘合剂选择时需考虑PP作为基体材料的粘合剂,其次跟PP与EVOH熔体粘度的匹配,第三拉伸性能要求, 以免在二次加工时引起脱层。所以其共挤片材多为五层共挤片材(PP\AD\EVOH\AD\PP),若边切回料R加入层中间,就变成七层共挤片材机, PP/R/AD/EVOH/AD/R/PP,其中最外层为PP新料,另紧靠两层是PP的破碎回收料R(PP)。也可采用非对称结构,增加其它材料(PE/HIPS等)挤出机,进行共挤,其原理相同,达到同样多层共挤方式。
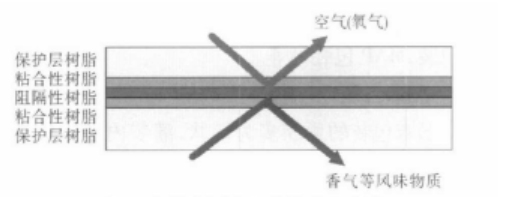
多层阻隔包装结构示意图[4]
用于硬包装,PP也有改用耐冲击性聚苯乙烯(HIPS)作为复合层。如下图结构[3]:
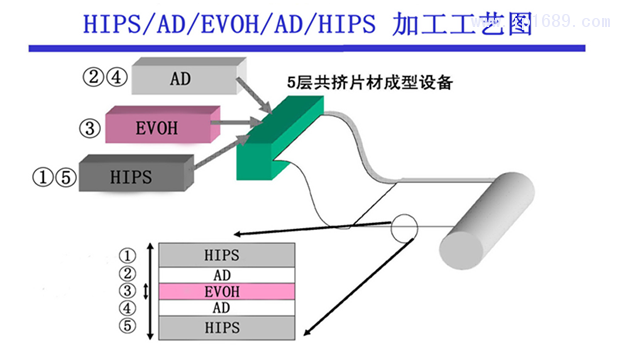
EVOH多层共挤复合材料加工工艺图2
图2为EVOH多层共挤复合材料加工工艺图,如图所示,复合材料由里到外分为5层结构。中间层③为EVOH层,单独使用一台挤出机无需分层直接进入分层器中间层挤出;EVOH层两边为粘结剂AD层②和④,单独使用一台挤出机通过分层器分为两层复合于EVOH两面;复合材料两外表面为PS层①和⑤,同样单独使用一台挤出机,通过分层器分为两层复合在材料的上下两表层。利用复合结构,提高EVOH的阻水性能和阻隔性能。粘接层提高PS层与EVOH层的粘接强度。
多层共挤技术关键部件是分配器,从A\B\C三台挤出机挤出的PP、AD、EVOH的热融料通过一台分配器,形成PP/AD/EVOH/AD/PP结构层,分配器关键是流道设计, 使PP层均匀地分为一、五层, AD层分为二、四层, EVOH层为中间层。分配器流道设计有调节叶片, 用来调节两层之间的厚度均匀度,各层的厚度比例由各自的挤出量来控制,由于挤出机的挤出量波动较大, 在挤出机后用熔体齿轮泵来定量控制。处于模头设定温度下的PP、AD、EVOH的熔体粘度不同,这会使片材各层断面的厚度分布不均匀, 可以通过在分配器中采用局部开槽的方法, 增加某处的料流量来矫正,调节料层中间处的厚薄。
要获得性能优异的高阻隔多层共挤复合材料,加工过程中有如下关键问题需要注意:
(1)部件结构调整:为加强基材的阻湿性和提高EVOH的阻氧性,复合材料设计为不对称结构。不对称结构可以通过调整分层器中间层或外层来实现,若对分层器中间层作不对称调整,容易使得粘合层树脂也会随着表层树脂一起形成不对称结构,导致薄侧粘结层树脂量减少从而使得粘结强度下降,造成分层现象。因此只能对外层调节器进行调整,实际生产可根据产品厚度进行选择性调整,但必须保证薄层在二次成型时拉伸不断裂。
(2)工艺温度调整:由于EVOH树脂与PP树脂及粘结树脂的流变速率存在差异,且EVOH树脂处于中间层,受多层树脂压力的影响,树脂流动性会受到一定的障碍,故复合材料两边的EVOH层会相应减少,树脂分布不均匀直接对材料的阻隔性能造成影响,二次成型时受热也会不均匀,成型难度大,严重时会造成EVOH层断层导致阻隔性能丧失。因此在生产时模具两端的温度要调高5℃左右,提高材料两边EVOH层的流动性,保证EVOH层的分布均匀性。
(3)挤出机选型原则:EVOH树脂对温度和剪切都较为敏感,因此在选择挤出机型号时,以小型号、长径比小为原则。树脂在料筒停留的时间不宜太长,加工温度不能超过该树脂的上限温度,螺杆的剪切不能过大,转速不可过快。
(4)停机处理方式:由于EVOH树脂容易产生凝胶现象,且与其它树脂的相容性较差,因而在生产前、后对螺杆和料筒要进行清洗,清洗最好使用熔融指数较高的聚烯烃类树脂,清洗时间不能少于30分钟,清洗过程采用波浪式清洗法,观察挤出的树脂无杂质才可正式生产或停机。
(5)废边加收形式:不同材质的多层结构在两侧边缘一般都是需要进行修整,修整下来的残余中包括了多层的不同原料,这样导致修整后的余料不好回收利用。为了达到包边的余料的回收,通过增加包边挤出机,模具结构调整,使两侧有包边流体通道,包边流体通道内的流体与复合层的在出口处汇集成制品,包边流体通道内的流体包裹在制品的两侧边缘,修整边缘时那么修整下来的余料都为流体同一材质,利于回收。
04 EVOH多层共挤片材设备智能化改进内容
以新一代信息通信技术与制造业融合发展为主要特征的产业变革在全球范围内孕育兴起,智能制造已成为制造业发展的主要方向。互联网+工业化的推广应用,促进产品的升级换代,产品生产从原料改性、工艺优化、设备精密制造,操作模式等智能应用,突破原来模式,通过加入智能化单元(包括机械、传感、电气和智能化软件,具有记忆、感知、计算和决策功能),使得设备操作更加便捷,提高产品品质和附加值。能够实现设备健康状态自动检测;能够根据制品及原料要求自动管理各种工艺参数,实现动态设置和存储;能够监控生产运行状态并自动调整;能够智能优化处理各种运行参数。智能化单元内置了人工智能算法,具备工艺参数学习能力,能够通过有限试验样本训练,找到适合特定产品的设备最优工艺参数,各功能装置协同配合,确保产品的质量,降低能耗,突出绿色化、智能化特点。
EVOH硬包装多层共挤片材设备智能化改进内容:
1、各挤出机的原料供给系统可选配自动配料系统,按各组合配比要求自动计量,适应于新料、回料、色母等比例的控制,与主挤联动配合,提高配料准确性及大大降低劳动强度,能在料位降低情况下提前预警并反馈补偿措施;
2、优化设计高效挤出螺杆,采用计算机仿真设计与实验数据相结合,通过不同原料组合及工艺参数,达到制品塑化好,能耗低、产量高的高效螺杆;
3、选配高性能减速箱,确保高扭矩,高转速、能耗低,噪音小;
4、挤出机配套计量泵定量稳压输送,一般在过滤网前及计量泵前后配备压力传感器,压力与转速闭环控制,第一级是网前压力与主螺杆电机闭环控制,第二级是计量泵后与计量泵电机闭环控制,所有压力信号进入PLC后运算输出控制变频,驱动电机,设置有预警、反馈控制、显示功能;
5、精密多层分配器,采用流量比例与叶片间隙比例双调节技术,分层更加均匀;
6、选用高效节能机筒加热圈,确保加热系统的节能及稳定性;并配套高低温报警及补偿装置,
7、配备静态混合器,有利于材料更均匀挤出,特别生产颜色料片材;
8、可选配全自动调节模头,配套测厚仪,实现厚度自动反馈控制,实现挤出片材厚薄自动控制;
9、三辊压光辊筒压合采用伺服电机控制装置,配套辊筒间隙光栅测量,闭环反馈,结构紧凑,生产片材厚薄在线自动调节,使操作简单;
10、辊筒水流道采用夹层多流道形式,需注意流道水阻力及分配均匀性,确保辊面温差一致,通常采用大流量从中间向两边分散的进出流道结构;
11、辊筒水温控制系统采用伺服比例阀自动水温调节,加热冷却温度双PID控制技术等;
12、配套在线切边、破碎、输送回收系统,实现废料自动回收,环保卫生;
13、卷取前配备储片架,可连续储存片材,满足换卷时不降速换卷;
14、收卷结构设计采用在线不停机换卷及卸卷装置,节省大量的作业时间和人工消耗,同时需注意换卷起卷时压合,使片材收卷平整;
15、功能上,可选在线涂布复合系统,需确保涂布后表面均匀,过烘干装置后,片材表面完全烘干和不能出现明显油斑,双面贴膜可按不同功能要求采用热复膜或冷复膜,热复时注意膜材的耐温性,选择合适复合温度,如直接进入熔融片材复合或经定辊合适冷却位置进入复合,确保复合平整;
16、配套双面表面瑕疵检测系统,在线检测产品表面质量(如晶点、黑点或缺陷);
17、整机采用PLC控制,数据化信息采集系统,实现参数设置、数据运算及反馈、报警等功能的自动化控制;
18、先进双PID控制算法技术,对技术数据的实时统计分析,实时提供改进措施,确保生产过程始终处于统计控制状态,以提高制品的质量、精度、能耗等性能指标。
19、远程控制技术,通过服务器中心工业数据中心和工业数据采集与分析软件、远程监控网络设备、标准电机健康检测分析系统、设备能源管理优化系统等,对在客户工厂的供应商设备实现远程监控和对各种工艺数据采集和存储,并进行工艺数据分析,优化生产工艺配方。
05 智能片材设备市场未来发展方向
国内需求的日益增长,复合高阻隔保鲜包装片材用量也在逐年增加,在高档肉食品、快餐米饭等食品包装,特别是药品、化妆品等具有更优异的性能,前景看好。近年来,国内劳动力成本的不断增加,人们对设备的产量、能耗、环保和自动化提出了更高的要求,国内少家片材高端设备制造厂家,依据可持续绿色发展需要,集中优势资源,与国内外多家先进的原料供应商、研究院与产品生产商等共同研发,充分运用现代高精尖设备,提高装备零部件加工精度,设计优化各类零件结构,优化加工工艺,提升设备整体性能。
当前,移动互联网、大数据、云计算、物联网、第五代移动通信(5G)、区块链等新一代信息技术不断取得突破,特别是新一代人工智能(AI)技术与先进制造技术深度融合所形成的新一代智能制造技术,已成为新一轮工业革命的核心驱动力[5]。;其次,食品、饮料以及新能源等工业领域对高性能包装行业需求持续高涨,推动多层共挤技术不断推陈出新;第三、挤出设备的各种配套零部件加工领域的开发力度,新技术应用与拓展步伐加快,推动整体装备技术水平的迅速提高,挤出设备市场需求正凸现显著特点:节能高效,数据化、自动化、智能化挤出片材机是成为技术创新的方向,智能化引领产品的发展未来。
正因如此,积极开发硬包装多层共挤智能化片材机是行业抢占市场的商机的重要措施。打造高效节能、绿色环保、智能高品质多层共挤片材挤出装备,朝着数字化、自动化、智能化挺进,同时满足产品绿色包装,技术创新,可持续发展方向,不断拓展设备应用市场,增加产品附加值,以综合的性价比优势和过硬的质量保障,为中国智造助力升威。
参考文献:
[1] 周斌,高阻隔性EVOH树脂及其在食品包装上的应用,塑料包装,2012年,22卷,3期
[2]宋毅,李建华,韩晓洁,张强.EVOH五层共挤复合膜专用机组的研制,塑料包装,2005年,15卷,2期
[3]罗战平,魏龙庆HIPS/EVOH高阻隔复合材料的加工工艺,塑料包装,2011年,5期
[4] 宋渊,高阻隔性树脂EVOH在肉类包装中的应用,肉类工业2008年第12期,总第332期
[5]袁晴棠,殷瑞钰,曹湘洪,刘佩成,面向2035 的流程制造业智能化目标、特征和路径战略研究 ,中国工程科学 2020 年 第22 卷 第3 期

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













