










刘志国1,万纪君1,刘治澳2,耿一飞2,赵树高2,李培军2*
(1.青岛博锐智远减振科技有限公司,山东青岛266114;2.青岛科技大学橡塑材料与工程教育部重点实验室,山东青岛266042)
摘要:研究同向双螺杆挤出机的螺杆结构、脱硫温度和螺杆转速对胶粉脱硫的影响。结果表明:螺杆结构越有利于提高螺杆的混合和剪切能力,胶粉的溶胶含量越大,交联密度越小;当脱硫温度从170℃升高至190℃时,胶粉的脱硫效果有一定改善;当螺杆转速从50r·min-1增至90r·min-1时,胶粉的脱硫效果明显改善;当脱硫温度为180~190℃、螺杆转速为50~70r·min-1时,中等混合和剪切能力螺杆脱硫的胶粉的脱硫效果较好,脱硫胶粉胶料的拉伸性能较优。
关键词:胶粉;双螺杆挤出机;脱硫;工艺条件
橡胶再生是将废旧橡胶经加热、机械处理、加脱硫剂等物理和化学方法破坏其C—S和S—S交联键[1-6],得到可再加工橡胶材料的过程。目前再生橡胶的生产技术除耗费大量能量外,还会产生大量的废水、废气等,严重污染环境[7-9]。近年来,挤出机脱硫作为一种高效、节能、环保的废旧橡胶再生技术引起了人们的关注[10-12],但其在国内仍处于初级阶段。
本工作研究同向双螺杆挤出机的螺杆结构、脱硫温度和螺杆转速对胶粉脱硫的影响,并对脱硫胶粉胶料的性能进行初步评价。
1实验
1.1原材料
胶粉,粒径不大于630μm,滨州丰华橡胶粉制造有限公司产品;氧化锌,镇江白水化学有限公司产品;硬脂酸,青岛中建橡胶助剂有限公司产品;硫黄,环保充油型,青岛康宁精细化工公司产品;促进剂MBT,蔚林新材料科技股份有限公司产品;甲苯,分析纯,青岛莱博赛斯科技有限公司产品。
1.2试验设备和仪器
SHJ-30型啮合同向双螺杆挤出机,螺杆长径比为40,南京吉恩特机电有限公司产品;DLB175BL型开炼机,宝轮精密检测仪器有限公司产品;XLB-D 500×500型平板硫化机,浙江湖州东方机械有限公司产品;Zwick/Roell Z005型万能材料试验机,德国Zwick公司产品。
1.3试样制备
1.3.1胶粉脱硫工艺
胶粉在双螺杆挤出机上进行连续脱硫。
(1)在研究螺杆结构对胶粉脱硫的影响时,通过改变其捏合块的错列角和数量设定3种混合和剪切能力的螺杆结构。其中,低混合和剪切能力螺杆(LS)在6D,12D,27D和32D处各设置错列角为30°的1个捏合块;中等混合和剪切能力螺杆(MS)在6D,12D和27D处设置错列角为30°和60°的2个捏合块,在32D处设置错列角为30°的1个捏合块;高混合和剪切能力螺杆(HS)在6D和12D处分别设置错列角为30°,30°和60°,90°的2个捏合块,在27D处设置错列角为30°和60°的2个捏合块,在32D处设置错列角为30°的1个捏合块。
(2)在研究脱硫温度对胶粉脱硫的影响时,螺杆转速为50r·min-1,MS螺杆的温度设定分别为:190℃(机筒各区域温度分布为140/150/160/170/180/190/190/190/190/180),180℃(机筒各区域温度分布为130/140/150/160/170/180/180/180/180/170),170℃(机筒各区域温度分布为120/130/140/150/160/170/170/170/170/160)。
(3)在研究螺杆转速对胶粉脱硫的影响时,MS螺杆的温度设定为180℃,螺杆转速为50,70和90r·min-1。
1.3.2脱硫胶粉胶料的制备
脱硫胶粉胶料的配方(用量/份)为:脱硫胶粉100,氧化锌2,硬脂酸1,硫黄1.5,促进剂MBT 0.5。
脱硫胶粉胶料在开炼机上进行混炼,先加入脱硫胶粉、氧化锌和硬脂酸,然后加入促进剂M和硫黄,待吃粉完成后左右各进行3次3/4割刀,在0.2mm辊距下打三角包和薄通4次,在1.6mm辊距下下片。
混炼胶至少停放24h后在平板硫化机上硫化,硫化条件为150℃×20min。
1.4性能测试
(1)溶胶含量。准确称量脱硫胶粉并用滤纸包裹,在索氏抽提器中用甲苯抽提24h后,再在80℃的真空干燥箱中干燥8h,称其质量并计算溶胶含量(W):
式中:W1为抽提前胶粉的质量,g;W2为抽提后去除甲苯的胶粉的质量,g。
(2)交联密度。用甲苯作溶剂,采用平衡溶胀法,利用Flory-Rehner公式得到脱硫胶粉的交联密度(Ve):
式中:Vr为溶胀后脱硫胶粉的橡胶相体积分数;Vs
为甲苯的物质的量体积,为104.4cm3·mol-1;χ为橡胶与甲苯的相互作用参数,考虑到炭黑的影响,χ取0.43。

式中:ρ为脱硫胶粉的密度,g·cm-3;ρs为甲苯的密度,为0.885g·cm-3;m0为溶胀前脱硫胶粉的质量,g;m1为溶胀后脱硫胶粉的质量,g;m2为溶胀后真空干燥箱干燥至恒定脱硫胶粉的质量,g。
(3)拉伸性能。胶粉胶料的拉伸性能按照GB/T 528—2009在电子拉力机上进行测试,拉伸速率为500mm·min-1。
2结果与讨论
2.1工艺条件对胶粉脱硫的影响
2.1.1螺杆结构
双螺杆挤出机中螺纹元件在运转过程中剪切力场和速度场的分布相对规则,混合能力较弱。为提高双螺杆挤出机的混合和剪切能力,通常在螺杆结构中引入捏合块[6]。捏合块是由若干个捏合盘按照一定的错列角和错列方向组合而成的螺杆元件,如图1所示。螺杆的混合和输送能力与捏合盘的错列角有关,错列角越大,螺杆的输送能力越小,胶粉在螺杆中的停留时间越长;错列角越大,螺杆的混合和剪切能力则明显增大。螺杆的混合和输送能力也受捏合块数量的影响,捏合块越多,螺杆的混合能力越大,剪切力场越强,胶粉在螺杆中的停留时间越长,脱硫能力也越大。
图1 错列角为30°的捏合块
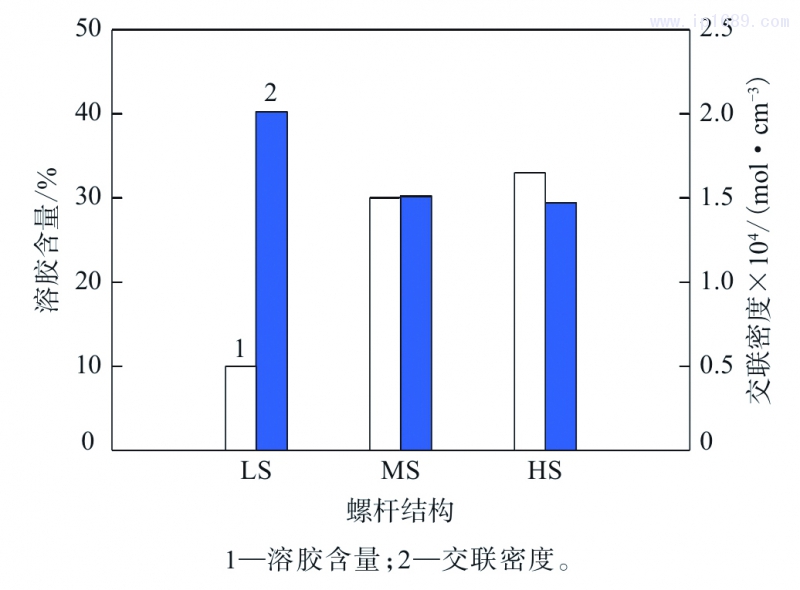
螺杆结构对胶粉溶胶含量和交联密度的影响如图2所示。
图2 螺杆结构对胶粉脱硫的影响
从图2可以看出:LS螺杆脱硫的胶粉的交联密度最大,为2.01×10-4mol·cm-3;MS螺杆脱硫的胶粉的交联密度为1.51×10-4mol·cm-3;HS螺杆脱硫的胶粉的交联密度最小,为1.47×10-4mol·cm-3。这说明螺杆的混合和剪切能力越大,胶粉的溶胶含量越大,交联密度越小。分析认为,要打断胶粉中橡胶的S—S和C—S交联键,需要一定的剪切力,而LS螺杆只有一个错列角为30°的捏合块,一方面捏合块产生的最大剪切应力较低,另一方面高应力区很少,因此螺杆施加在胶粉上的剪切力不足,脱硫效果差。对于MS和HS螺杆,捏合块增多,同时又有错列角为60°和90°的捏合块,所形成的最大剪切应力更高,高应力区明显扩大,可以有效地改善脱硫效果。总体而言,HS螺杆的脱硫效果最好,MS螺杆次之,但二者的差别不大。螺杆的混合和剪切能力提高,也可能导致胶粉中橡胶大分子断裂,溶胶含量增大,LS螺杆脱硫的胶粉的溶胶含量只有10%,MS螺杆脱硫的胶粉的溶胶含量为30%,HS螺杆脱硫的胶粉的溶胶含量最大,为33%。
螺杆结构对胶粉脱硫过程中挤出机电流的影响见图3(相对电流为实测电流与额定电流之比)。
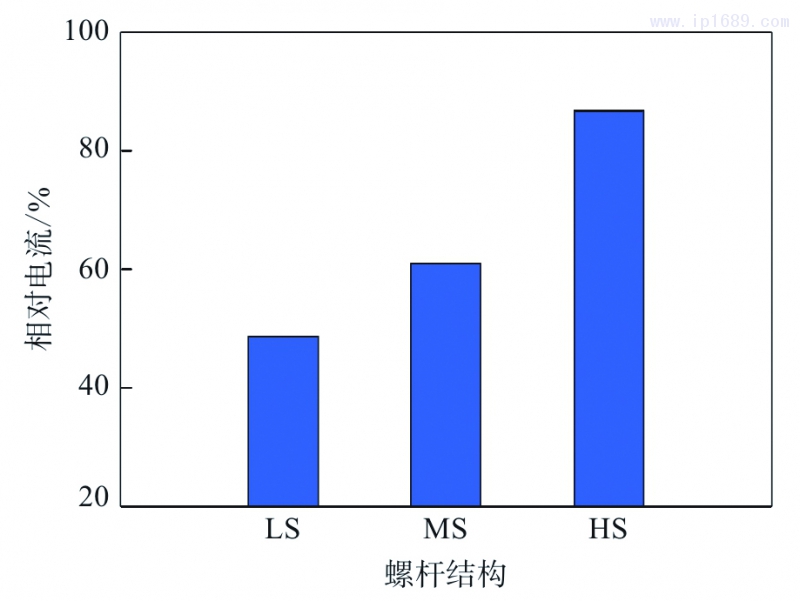
图3 螺杆结构对胶粉脱硫过程中挤出机电流的影响
从图3可以看出,挤出机的电流随螺杆混合和剪切能力的增大而迅速增大。LS螺杆脱硫对应的相对电流为49%,MS螺杆脱硫对应的相对电流增至61%,HS螺杆脱硫对应的相对电流更是增至85%,电流越大说明挤出过程中消耗的能量越多。由于只是改变了螺杆结构,而其他条件都保持不变,说明尽管使用捏合块可以提高混合能力,但会消耗大量的能量,因此捏合块的设置要合理。
2.1.2螺杆温度
螺杆温度对胶粉溶胶含量和交联密度的影响如图4所示。
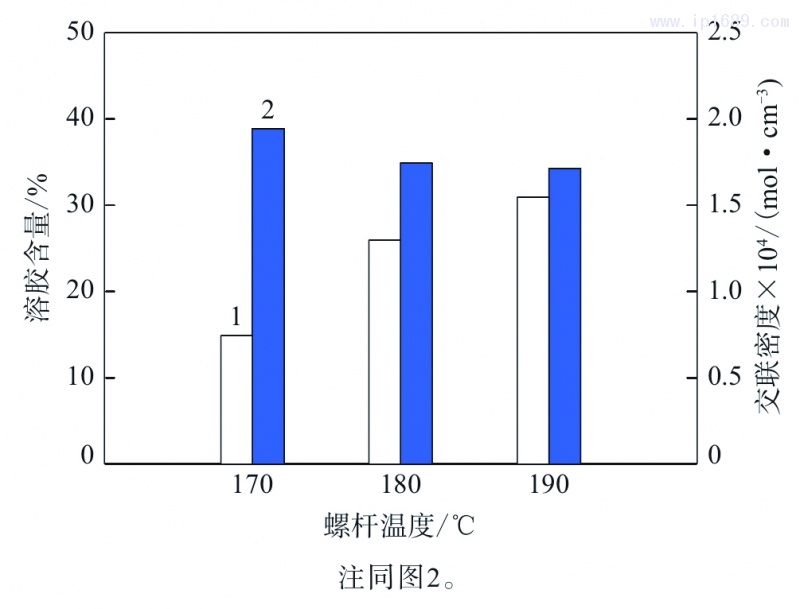
图4 螺杆温度对胶粉脱硫的影响
从图4可以看出,随着螺杆温度的升高,胶粉的溶胶含量增大,交联密度减小。当螺杆设定温度为170℃时,胶粉的溶胶含量为15%,交联密度为1.91×10-4mol·cm-3;当螺杆温度升至180℃时,胶粉的溶胶含量为26%;当螺杆温度进一步升高至190℃时,胶粉的溶胶含量增至31%,交联密度减小至1.72×10-4mol·cm-3。这表明采用双螺杆挤出机进行连续脱硫时提高螺杆温度对胶粉有一定的脱硫效果。
2.1.3螺杆转速
螺杆转速对胶粉溶胶含量和交联密度的影响如图5所示。
从图5可以看出,随着螺杆转速的增大,胶粉的溶胶含量增大,交联密度减小。当螺杆转速为50r·min-1时,胶粉的溶胶含量为26%,交联密度为1.75×10-4mol·cm-3;当螺杆转速为90r·min-1时,胶粉的溶胶含量增大至42%,交联密度减小至1.44×10-4mol·cm-3。螺杆转速提高,剪切力场增大,胶粉中橡胶的C—S和S—S交联键被打断的几率也增大,脱硫效果更明显。
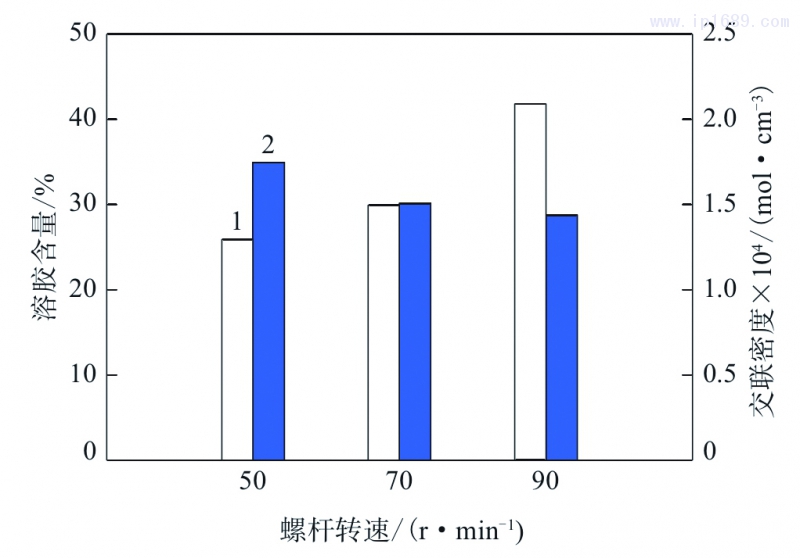
图5 螺杆转速对胶粉脱硫的影响
2.2脱硫胶粉胶料的拉伸性能
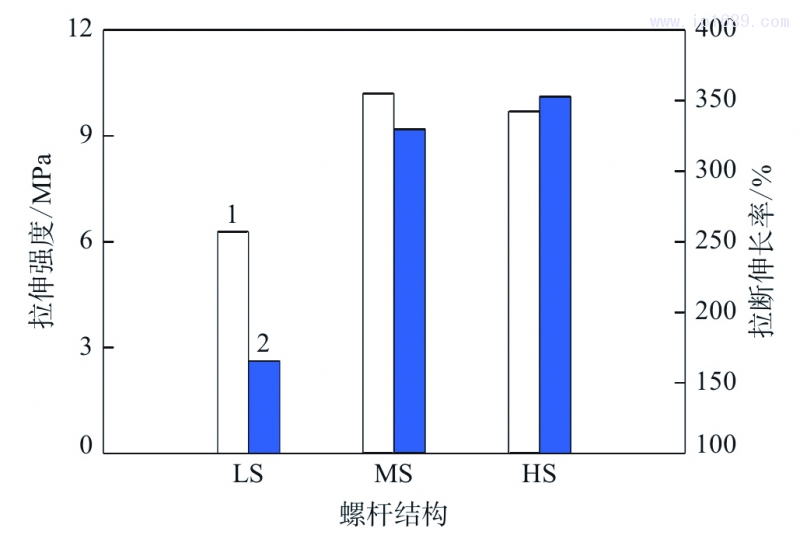
在双螺杆挤出机中,胶粉在剪切力场和温度场的双重作用下,橡胶的C—S和S—S交联键被打断,胶粉的交联结构遭到破坏,交联密度减小,但同时橡胶大分子的C—C键也遭到破坏,导致溶胶含量增大。胶粉的交联密度减小表明橡胶大分子受交联键的束缚作用减轻,但C—C键被破坏则有可能降低胶粉胶料的性能。脱硫工艺条件对脱硫胶粉胶料拉伸性能的影响如图6所示。
(a)螺杆结构
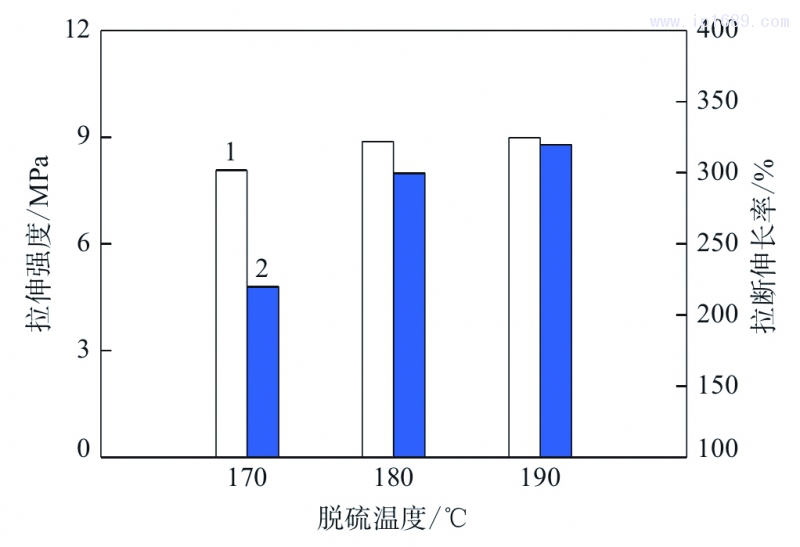
(b)脱硫温度
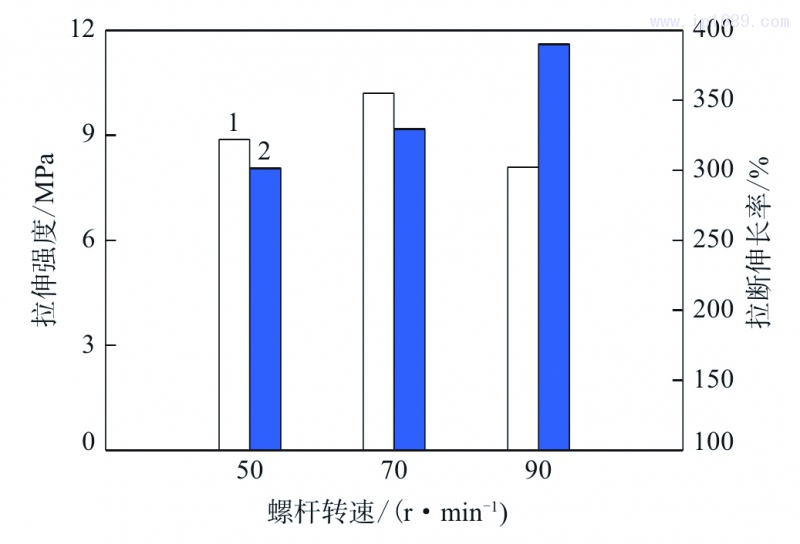
1—拉伸强度;2—拉断伸长率。
(c)螺杆转速
图6 脱硫工艺条件对脱硫胶粉胶料拉伸性能的影响
从图6可以看出,螺杆结构对脱硫胶粉胶料的拉伸性能的影响很大,LS螺杆脱硫的胶粉胶料的拉伸强度只有6.3MPa,拉断伸长率也仅为166%,而MS螺杆和HS螺杆脱硫的胶粉胶料的拉伸强度接近9.0MPa,拉断伸长率超过330%。脱硫温度对脱硫胶粉胶料的拉伸性能有一定影响,脱硫温度较高(180~190℃)时,脱硫胶粉胶料的拉伸性能较好。随着螺杆转速的增大,脱硫胶粉胶料的拉伸强度先增大后减小,拉断伸长率增大;当螺杆转速为70r·min-1时,脱硫胶粉胶料的拉伸强度最大,达到10.2MPa;当螺杆转速为90r·min-1时,脱硫胶粉胶料的拉断伸长率达到391%,这可能与螺杆转速过高导致胶粉中橡胶大分子断裂有关。
3结论
(1)在双螺杆挤出机中,在剪切力场和温度场的共同作用下胶粉中橡胶的交联键断裂,胶粉实现脱硫。
(2)螺杆的混合和剪切能力越大,胶粉的溶胶含量越大,交联密度越小;当脱硫温度从170℃升高至190℃时,胶粉的脱硫效果有一定改善;当螺杆转速从50r·min-1增至90r·min-1时,胶粉的脱硫效果明显改善。
(3)当脱硫温度为180~190℃、螺杆转速为50~70r·min-1时,MS螺杆脱硫的胶粉的脱硫效果较好,脱硫胶粉胶料的拉伸性能较优。
参考文献
[1] 戈风行,田卫东,张珠珠,等.液体再生橡胶作为反应型高分子增塑剂的应用研究[J].橡胶工业,2023,70(1):41-45.
[2] MYHRE M,SAIWARI S,KIERKES W,et al.Rubber recycling: Chemistry,processing and applications[J].Rubber Chemistry & Technology,2012,85(3):408-449.
[3] ASARO L,GRATTON M,POIROT N,et al.Devulcanization of natural rubber industry waste in supercritical carbon dioxide combined with diphenyl disulfide[J].Waste Management,2020,118: 647-654.
[4] WANG Z F,ZENG D D.Preparation of devulcanized ground tire rubber with supercritical carbon dioxide jet pulverization[J].Materials Letters,2021,282:128878.
[5] SEGHAR S,ASARO L,ROLLAND-MonNET M,et al.Thermo mechanical devulcanization and recycling of rubber industry waste[J]. Resources,Conservation & Recycling,2019,144:180-186.
[6] 丛后罗,孙鹏,徐云慧,等.苄基三硫代碳酸酯基丙酸在废旧橡胶再生中的应用[J].合成树脂及塑料,2022,39(3):42-45.
[7] 田卫东,曾天忠,张国强.绿色制备废旧轮胎颗粒再生胶成套技术[J].橡塑技术与装备,2020,46(17):32-35.
[8] 晁夫奎,王玉.我国废旧轮胎资源化技术应用现状及研究方向[J]. 再生资源与循环经济,2021,14(9):27-29.
[9] 强金凤,黎广,李涛,等.废旧橡胶回收再利用方法概述[J].橡胶科 技,2020,18(12):675-677.
[10] SHI J,ZOU H,DING L L,et al.Continuous production of liquid reclaimed rubber from ground tire rubber and its application as reactive polymeric plasticizer[J].Polymer Degradation and Stability,2014,99(1):166-175.
[11] SIMON D A,BÁRÁN Y T.Effective thermomechanical devulcanization of ground tire rubber with a co-rotating twin-screw extruder[J].Polymer Degradation & Stability,2021,190:109626.
[12] YAZDANI H,KARRABI M,GHASMI I,et al.Devulcanization of waste tires using a twin-screw extruder:The effects of processing conditions[J].Journal of Vinyl & additive Technology,2011,17(1): 64-69.

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













