PVC是热敏感性材料,其注塑成型工艺性较差,原因是过高的熔胶温度或过长的受热时间很容易使PVC分解,因此控制熔融温度是注塑PVC产品的关键。
来源: 发布时间:2018年03月28日 16:03:02 阅读:8101
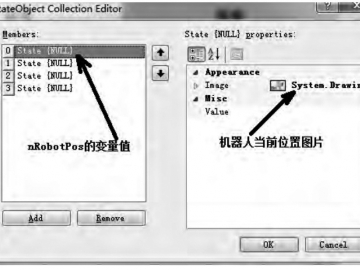
摘要:在工业生产过程中,特别是在自动化程度高的设备中,均有一个图形化界面,能对设备运行状态进行远程监视与控制。随着工业机器人的广泛应用,在工业机器人搭建的生产线,工业机器人的运行状态也必将在图形化...
来源: 发布时间:2018年03月10日 16:20:59 阅读:8938
摘 要:国内塑机行业执行的有关安全标准,大多数采用欧洲标准EN或国际标准ISO、IEC, 出口产品一般要求通过CE或SPI标准认证。随着国内塑料机械制造水平的提升,注塑机出口增加,对注塑机的安全保护要求已经越来越...
来源: 发布时间:2018年03月10日 16:12:25 阅读:10123
熔融塑料流动时大分子之间相互摩擦的性质称为塑料的粘性。而把这种粘性大小的系数称为粘度,所以粘度是熔融塑料流动性高低的反映。粘度越大,熔体粘性越强,流动性越差,加工越困难。
来源: 发布时间:2018年02月27日 17:18:32 阅读:8218
龟裂是塑料制品较常见的一种缺陷,产生的主要原因是由于应力变形所致。主要有残余应力、外部应力和外部环境所产生的应力变形。
来源: 发布时间:2018年02月07日 17:12:26 阅读:8057
摘要: 中国是注塑制品生产大国,国内注塑企业广泛使用的传统液压系统式注塑机存在较高的能耗损失。近年来国家高度重视节能减排工作,对国内高能耗企业施行积极的节能政策导向,为推行节能改造提供了良好的环境基...
来源: 发布时间:2018年02月05日 15:11:01 阅读:7600
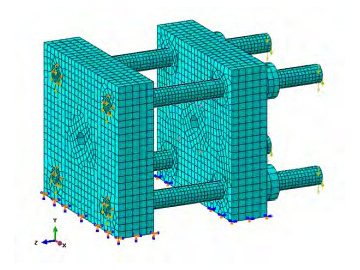
摘要:由于二板式注射机合模机构涉及装配零件较多,实际工作时的受力状态难以简单计算。对合模机构的零部件进行适当简化,根据其工作原理,建立了有限元模型;通过有限元模拟分析发现,最大变形发生在定模板顶部...
来源: 发布时间:2018年02月03日 11:24:03 阅读:9814
摘要:为提高大型二板注塑机合模机构的工作可靠性,对注塑成型完整周期过程中的注塑机动、定模板进行振动与冲击加速度测试,确定了振动信号中的低、高频成分的来源。低频振动是影响合模过程的主要振动信号,通过数...
来源: 发布时间:2018年02月03日 11:16:24 阅读:7588
摘要:转盘装置是转盘式多组分注塑机非常重要的机构,转盘装置的性能和效率在很大程度上决定了注塑机的性能和效率。本文以转盘式多组分注塑机为研究对象,详细分析计算了该注塑机转盘装置的运动状态、转动惯量和...
来源: 发布时间:2018年02月03日 10:56:13 阅读:8484





























 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


