注塑制品成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是注塑制品缺陷,即常说的品质问题。注塑制品常见品质(缺陷)问题就包括烧焦糊斑,而造成注塑制品烧焦糊斑的原因主要有...
来源: 发布时间:2017年03月20日 09:54:53 阅读:7660
日常维护保养是指注塑机设备的操作工人在机器使用前、使用中、使用后对设备进行例行检查,并作日检记录,通过日常检查维护,检查
来源: 发布时间:2017年02月27日 11:52:57 阅读:6346
什么样的再生塑料算得上是好料?先来看看再生塑料与新料的区别在哪里? 首先,从外观上看: 再生塑料光泽度差,颗粒表面黯淡
来源: 发布时间:2017年02月25日 10:11:51 阅读:6476
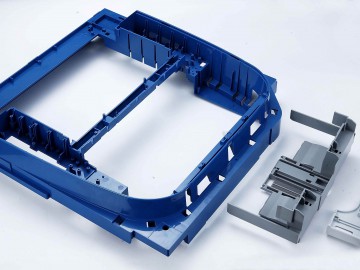
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主
来源: 发布时间:2017年02月13日 10:03:35 阅读:6800
PP-R (Poly Propylene Random) 管,即无规共聚聚丙烯管,是当今发达国家普遍采用的新型水管材料。PP-R 管道在欧洲已有 10 多
来源: 发布时间:2017年02月09日 09:43:06 阅读:5591
塑料制品表面有好几种明显损坏的方法,其中有尖锐物体的划痕;磨料摩擦产生的磨损;改变表面性能或光泽的表面损伤;或者钝化物体轻
来源: 发布时间:2017年02月09日 09:38:31 阅读:8063
20世纪50年代,第一台注射成型机(注塑机)开始,距今已经有了60多年的历史,美国、德国、日本作为注射成型机的传统技术强国,在市场上依然保持着领先的定位,中国作为制造业的后起之秀,据不完全统计已超过60家...
来源: 发布时间:2017年01月19日 13:49:05 阅读:7283
聚苯硫醚,全称为聚次苯基硫醚,英文名称polyphenyleneSulfide(简称PPS),是分子主链上带有苯硫基的热塑性工程塑料。
来源: 发布时间:2016年12月13日 09:25:31 阅读:6512
注塑产品隐藏着一项缺陷,即,表面会发雾。那么,怎样才能让气体最好地排出而不产生白雾现象呢?掌握正确的调机技巧在实际工作中非常有效。
来源: 发布时间:2016年12月12日 14:36:09 阅读:8824








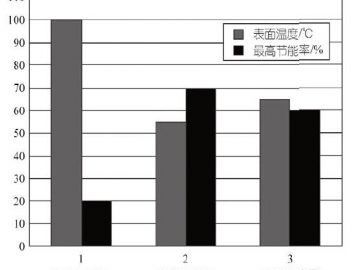




















 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


