采用正交试验设计方法研究了注塑温度、注射速度、注射压力和保压时间4个工艺参数对聚丙烯PP EP548R材料的拉伸强度、弯曲性能和缺口冲击强度的影响。
来源: 发布时间:2020年12月09日 16:11:15 阅读:10941
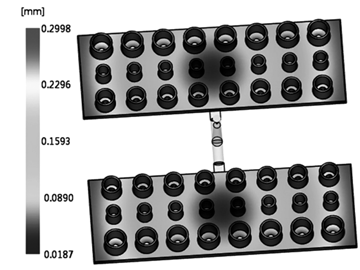
针对微流控芯片在注射成型过程中出现的翘曲变形现象,选取环烯烃类共聚物(COC)材料,结合模具温度、熔体温度、保压压力、保压时间、注塑压力5个工艺参数设计正交试验。采用灰色关联分析法对正交试验结果进行了分...
来源: 发布时间:2020年12月07日 13:55:17 阅读:10447
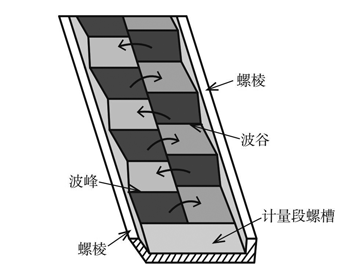
针对长玻纤增强热塑性塑料(LFT)注塑过程中需要抑制玻纤折损和促进玻纤分散,以保证玻纤增强效果和制品力学性能的需要,首先比较螺杆构型对长玻纤增强聚丙烯复合材料 (LGF–PP) 力学性能的影响,然后使用波浪螺杆...
来源: 发布时间:2020年12月04日 13:55:14 阅读:11997
介绍了汽车拉线接头注塑模设计过程,论述了其工作原理。该模具采用侧浇口,一模四腔,镶嵌立式注塑;运用NX/CAD完成了塑件分型面设计,创新设计了顶针、直顶及滑块组合的一边顶出一边抽芯的模具结构特征
来源: 发布时间:2020年11月12日 10:25:57 阅读:10880
设计了一种一模一腔两板注塑模具用于汽车空调出风口壳体塑件的注射成型。针对汽车空调出风口壳体的使用要求,选用聚丙烯作为注塑材料。根据产品性能及工艺特点的要求,对空调出风口壳体的成型结构特征进行深入剖...
来源: 发布时间:2020年11月05日 15:01:26 阅读:10499
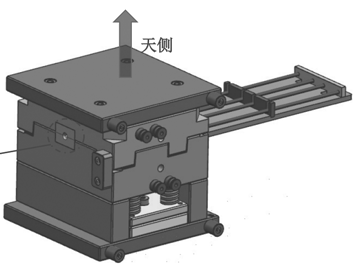
:根据目前汽车密封件在结构和装配方面的要求,介绍了PP+TPE一体大型旋转注塑模具的设计难点,详细分析了模具在运动定位、顶出平衡、复位平衡等方面存在的问题,对重复定位系统、双浇注系统、顶出与复位自动调整机...
来源: 发布时间:2020年11月03日 14:30:58 阅读:8881
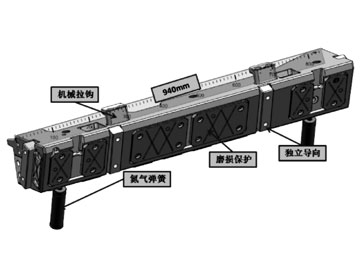
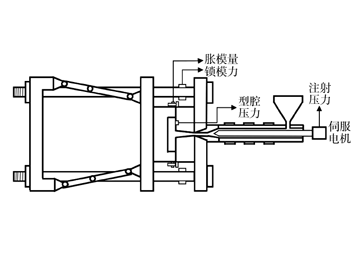
注射成型过程中由于型腔压力大于锁模力而产生的胀模现象对注塑制品质量具有显著的影响。基于全电动三板肘杆式注塑机,系统研究了注射成型过程中的胀模特性和由胀模引起的锁模力变化特性。
来源: 发布时间:2020年07月13日 09:42:57 阅读:9454
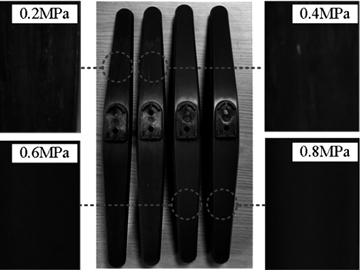
本文以某型液晶电视机底座化学发泡注塑产品为研究对象,以产品表面质量和产品重量为优化目标,利用气体反压技术提高产品表面质量,同时,通过抽真空的方式加快卸压速率,进一步降低了产品重量。
来源: 发布时间:2020年07月10日 09:20:17 阅读:9487
工业互联网是新一代信息通信技术与现代工业技术深度融合的产物和应用生态,其本质是以网络互联为基础,通过对工业数据的全面深度感知、实时传输交换、快速计算处理和高级建模分析,实现智能控制、运营优化和生产...
来源: 发布时间:2020年07月10日 08:59:33 阅读:9751



























 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


