










摘要:通过自主研发的超临界流体辅助螺杆挤出连续再生实验平台,探究不同工艺条件对废旧胶粉再生程度的影响。实验结果表明:喂料螺杆与主螺杆最优的转速比为1∶4;再生过程中交联键断裂后搭接形成亚甲基和碳碳双键;超临界流体环境下制备再生胶的微观形貌具有更高的连续性和一致性;在螺杆转速为50 r / min 的条件下,挤出产量达92 kg / h;超临界流体的加入有利于提高再生胶的品质,具有最佳再生效果的工艺条件为:螺杆转速为 40r/min,超临界流体与胶粉质量比为 2%,机筒温度在水平3,这为本项目的深入实验及工业化应用奠定了基础。
橡胶产品的消耗量日益增长,报道出的各类环保高效废旧橡胶处理方法至今仍未广泛应用,大量的废旧橡胶制品堆积,造成日益严重的环境污染和资源浪费[1~3]。国家在2016年明确提出在废旧橡胶综合利用行业全面推进绿色制造、实现绿色增长、引导绿色消费的口号,目的在于促进废旧橡胶再生行业走上环保、节能的道路。
超临界流体辅助聚合物加工是一种绿色环保的加工方法[4~5]。据报道加拿大滑铁卢大学成功地将超临界流体的作用与挤出机的机械剪切作用结合起来,制备出环保型再生胶,然而其再生机理以及再生胶的品质并未见相关报道。目前国内外超临界流体辅助再生的研究主要集中在高压反应釜中创造超临界环境[6~8]。
利用超临界流体优异的溶胀扩散能力,可以携带再生活化剂进入交联网格内部,促进交联网格的断裂,实现废旧橡胶的高效再生。然而高压反应釜使用条件苛刻难以实现连续高效的加工生产,因此本文利用研发的超临界辅助螺杆挤出连续再生实验平台进行废橡胶连续再生工艺的研究,超临界流体为超临界二氧化碳流体(scCO2)。本文首先对废旧胶粉进行热稳定性测试,以确定合理的再生温度;然后对设备基础性能进行探究,确定设备正常工作状态下喂料螺杆与主机螺杆的转速比;最后使用自主设计的超临界辅助再生平台,设计三水平三因素正交实验,探究主机螺杆转速、超临界流体与胶粉质量比以及机筒温度排布对再生胶性能的影响。
1 实验部分
1.1 原材料
废旧胎面胶粉(45~60mesh);东营洁源环保有限公司提供;CO2气源(纯度99%);市售产品。
1.2 再生胶和试样的制备
按照正交实验设定的实验方案,调整超临界流体辅助再生平台温度环境,当设备达到设定的工作条件后加入废旧胶粉,在设备稳定挤出后取合适的试样进行精炼补充再生。
准确称取质量为M0的再生橡胶,用滤纸包裹好,放置在索氏提取器中用甲苯作溶剂抽提48h,然后放置于60℃ 的干燥箱中恒温干燥至质量恒定,取出称量 M1,根据式(1)计算凝胶含量(w)
再生后的试样按照国家制定的再生橡胶标准GB /T 13460-2008,采用基础配方,在开炼机上制备混炼胶。使用无转子硫化仪测定流变曲线,得到 Tc90。使用平板硫化机,在 15 MPa,150 ℃ ,Tc90×1.3 的条件下制备硫化胶,取样测试。
1.3 测试与表征
1.3.1门尼黏度测试:设备型号为UM-2050型(台湾高铁)。
1.3.2 硫化曲线绘制:设备型号为M-2000-AN型(台湾高铁)。
1.3.3 力学性能测试:型号为TS2005b型(台湾优肯)。
1.3.4 FT-IR测试:设备型号为EQUINOX55(德国Bruker),波数为400~4000cm-1。
1.3.5热重分析(TG / DTG):设备型号为SETSYS 16/18(法国SETARAM),氮气保护,升温率10℃ / min。
1.3.6电镜扫描观察:设备型号 JSM7500F(日本) 。
2 结果与讨论
2.1 再生原理分析
交联聚合物溶胀后体积变大的微观解释为分子链的均方末端距变大,其宏观表现为胶粉的体积变大。超临界流体辅助螺杆挤出实现废旧胶粉连续再生的作用机理在于废旧胶粉溶胀之后,体积变大,有利于双螺杆挤出机的机械剪切作用施加到胶粉上。本文使用高压反应釜对硫化后的胶块进行溶胀实验,实验结果表明,在70℃ 的条件下,超临界二氧化碳作用30 min后,胶块体积变大15% ,胶块溶胀前后体积变化情况如Fig. 1所示。

Fig.1 Plastic volume before and after swelling
溶胀的胶粉中交联键的断裂是在一定的温度以及剪切力作用下实现的,因此对挤出机机筒分为10个区域,分别设有温度控制系统,以达到对再生温度的精确控制;设备配备有 CF-Ⅱ型超临界流体注入系统,整机排布如Fig. 2所示。胶粉在再生过程中主要经历了软化、溶胀、机械剪切断硫、最终挤出4个过程,针对这4个过程,将螺杆分为喂料段、软化段、超临界流体注入段、剪切断键还原段、回流均化段、稳定挤出段,并对各功能段的螺纹元件进行结构设计及组合排布,以实现其功能。各功能区螺纹元件的排布组合如Fig. 3所示。

Fig.2 supercritical fluid assisted regeneration test bed

Fig.3 screw schematic
1:feeding section;2:softening section;3:supercritical fluid injection section;4:cut off the key to restore the segment section;5:return homogenization sec- tion;6:stable extrusion section
2.2 再生工艺条件分析
2.2.1 温度环境的确定:具有良好再生效果的再生胶是在合适的温度条件下施加以可控的剪切力制备的[9,10]。过高的温度设置极易加快橡胶分子的裂解,不仅造成再生胶质量降低,而且裂解过程常常伴随浓烈的烟气产生,造成环境污染;根据WLF方程:
随着温度的下降,材料的自由体积减小,内摩擦增大,相应体系黏度增高,链段具有相对较弱的移动能力。所以再生温度偏低,加大了分子链移动的难度,需要有更大的机械剪切作用保证交联网格产生交联键断裂需要的形变,不利于再生反应的进行。因此,本文首先对废旧胎面胶胶粉进行热稳定性测试,以确定合理的再生反应温度。
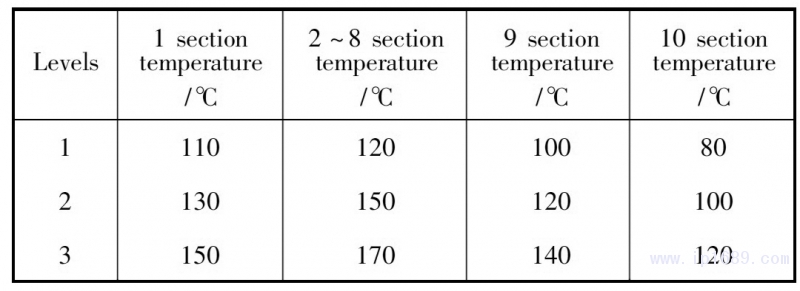
本文再生实验所用胶粉的热失重分析结果如Fig. 4 所示。由图中可以看出,在温度超过 285℃ 后,胶粉质量损失达到0.05g,并且超过该温度后,胶粉的质量损失速率急剧加快。因此在废旧胶粉再生过程中机筒温度环境不可超过这一温度,本文实验中设定的机筒温度排布如Tab. 1所示(下文中若没有特殊说明,则机筒温度排布按照组别 1、2、3 标识)。
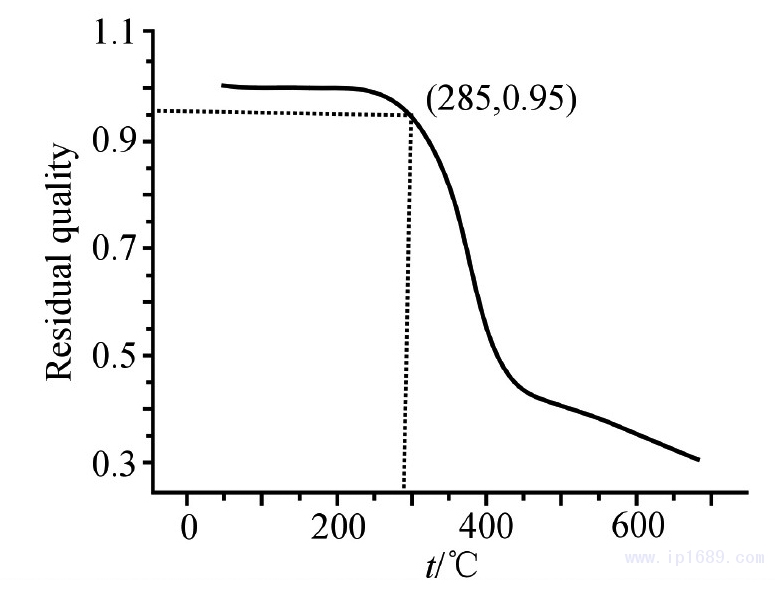
Fig.4 Powder stability
Tab.1 Barrel temperature arrangement level table
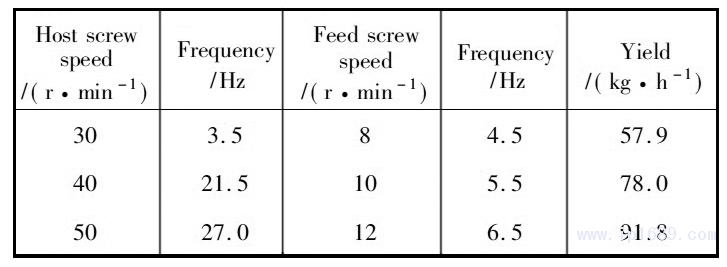
2.2.2 设备性能的实验探究:主机螺杆的转速要与喂料螺杆转速匹配,以保证设备在饥饿喂料的条件下正常运转,超临界流体的使用量与胶粉加工量之间的精确配比同样需要掌握设备的生产加工能力。本文通过实验手段,在挤出机螺杆不同转速条件下,调整喂料螺杆转速,测定胶粉的喂料量与挤出量,直到喂料量与挤出量达到一致。实验结果表明,合理的喂料螺杆与主机螺杆转速比为1:4;随着螺杆转速增加,设备产量逐渐上升,在螺杆转速为50r/min 的条件下,设备产量达到91. 8 Kg / h。正常工作条件下设备参数如Tab. 2所示。
Tab.2 Device parameters
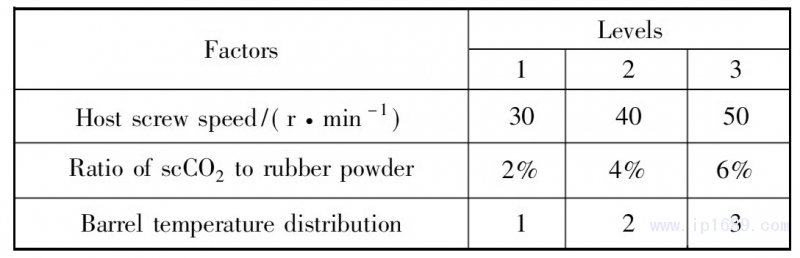
2.2.3 正交实验设:正交实验是一种高效、快速、经济的实验设计方法,其结果具有试验次数少、试验点分布合理、试验结果信息量大,结果分析具有统计性质等优点。本文设计三水平三因素的正交实验,探究主机螺杆转速、超临界流体与胶粉质量比,以及机筒温度 排布对废旧橡胶再生效果影响的强度。试验因素水平表如Tab. 3所示。
Tab.3 Test factor level table
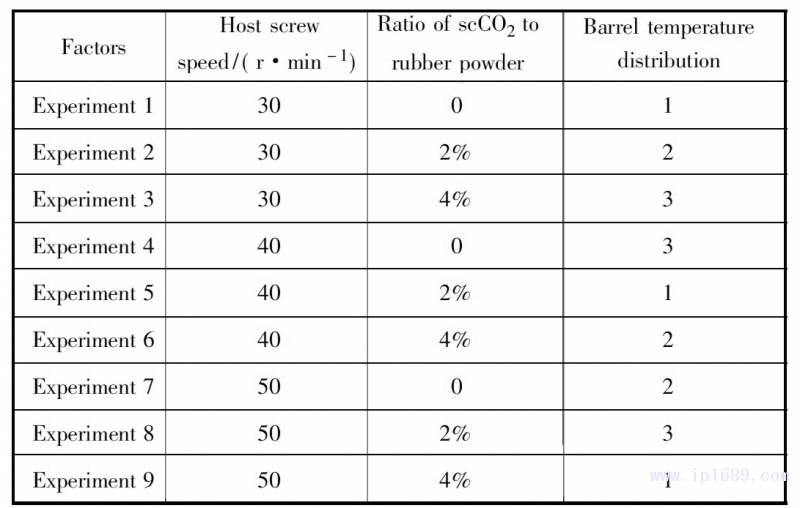
正交实验表如Tab. 4所示。
Tab.4 orthogonal test table
2.2.4 正交实验数据统计:本文采用自主研发的超临界流体辅助再生机台,设计正交实验,对不同因素对再生效果影响强度进行实验探究,实验结果如Tab. 5所示。
2.3 正交实验结果分析
2.3.1 超临界流体与胶粉的质量比对再生程度的影响:废旧胶粉的再生是指交联网格在机械、热、氧气等作用下,发生交联点断裂,生成线型分子链,以恢复橡胶原有塑性的反应[11,12]。对于再生胶而言,其再生程度通过再生后胶粉凝胶含量进行表征。
再生胶凝胶含量的正交实验分析结果表明,超临界流体的加入对废旧胶粉起到溶胀作用,体积变大的胶粉在向机头运动的过程中,在啮合区以及机筒与螺杆、螺杆与螺杆之间形成的 4个间隙中受到有效的剪切挤压作用,促进了交联网格的断裂,因此由Fig. 5可以看出加入超临界流体之后凝胶含量下降。当超临界流体与胶粉的质量比增加后,再生胶的凝胶含量出现一定的升高,根据再生过程中,超临界流体与胶粉的质量比增加后再生胶的挤出量随之增加可以判断 超临界流体的加入促进了生产效率的提高,这导致胶粉在机筒中的停留时间相应缩短,因此凝胶含量出现升高。结合再生胶门尼黏度的变化情况,同样可以看出,超临界流体的加入有利于再生胶门尼黏度,然而过量的超临界流体导致再生胶的门尼黏度升高。
Tab.5 Results of the experiment
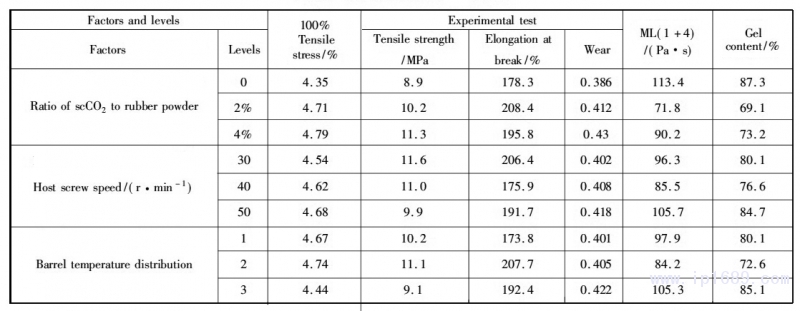
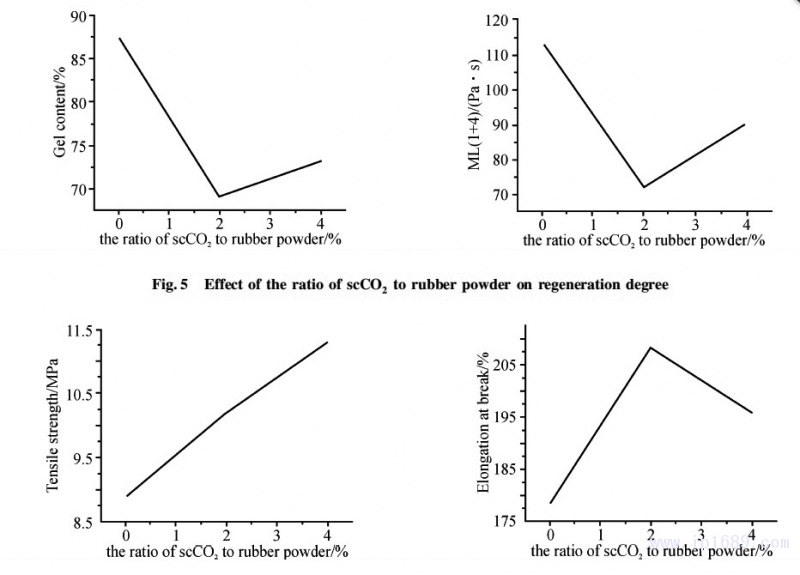
Fig.6 Effect of the ratio of scCO2 to rubber powder on physical and mechanical properties of recycled rubber
2.3.2 超临界流体与胶粉的质量比对再生胶物理力学性能影响:具有良好力学性能的再生胶是保证制品质量的前提。从Fig. 6中可以看出,废旧胶粉再生后所制备硫化胶的拉伸强度随着超临界流体与胶粉质量比增加逐渐升高,断裂伸长率出现先升高后下降的趋势。断裂伸长率的升高是由于再生程度高的再生胶中具有更多的自由分子链,再次硫化后,硫化胶中分子链具有相对较好的移动能力,断裂伸长率有所升高。
Tab.6 Orthogonal analysis of orthogonal experimental data
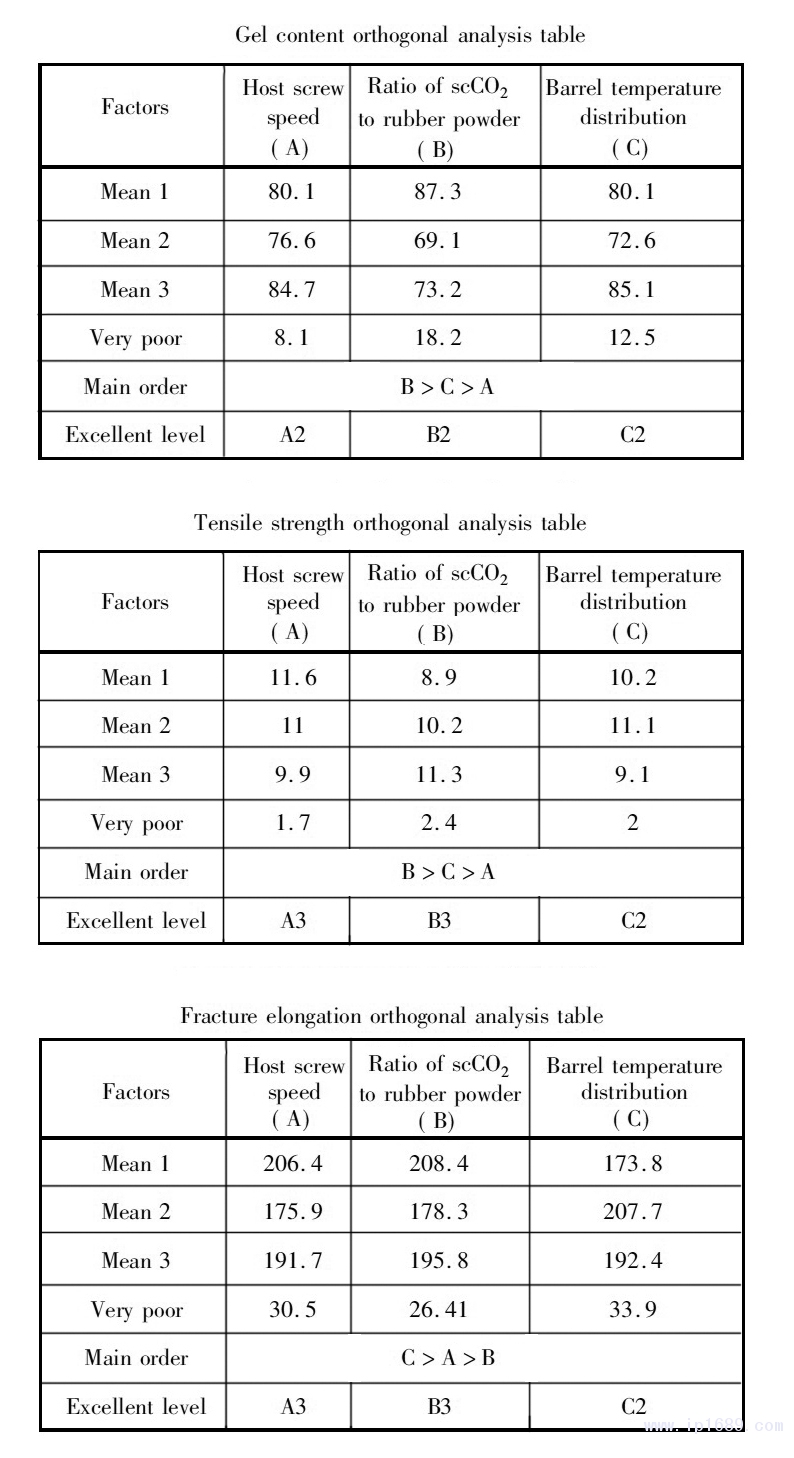
2.3.3 再生工艺条件确定:通过对正交实验得到的数据进行正交分析,得到凝胶含量、拉伸强度、拉断伸长率的正交分析表如Tab. 6所示。由表可以看出,超临界流体与废旧胶粉的质量比对再生程度的影响最大,机筒温度次之,螺杆转速最低,具有最佳再生效果的工艺条件是A2B2C2;超临界流体含量增加有利于拉伸强度的提高,并且超临界流体与胶粉的质量比对拉伸强度的影响最大,机筒温度次之,螺杆转速影响最小。在A3B3C2条件下,胶料具有最佳的拉伸强度;对断裂伸长率的影响最大的是机筒温度,其次为螺杆转速,质量比最弱。但是具有最佳断裂伸长率的工艺条件与最佳拉伸强度的工艺条件一致。
因此,在螺杆转速为40r / min,超临界流体与胶粉质量比为2%,机筒温度在水平3的条件下,可以制备具有理想性能的再生胶。
2.4 再生胶的化学键分析
本文对超临界流体作用下制备的再生胶进行红外光谱实验,并与原胶粉的红外光谱进行比对。实验结果如Fig. 7所示,该结果表明,对于实验所用废旧胶粉而言,天然橡胶的特征峰亚甲基(-CH2-)、碳碳双键(C = C)、饱和碳氢键(C-H)依次出现在 1446 cm-1、1663 cm-1、2845 cm-1和2913cm-1处。超临界流体辅助螺杆挤出连续再生设备制备的再生胶显示了与原胶粉相似的FT-IR光谱,主要区别在于在1446cm-1和1663 cm-1处通过超临界流体辅助螺杆挤出连续再生后再生胶中的亚甲基和碳碳双键的吸收峰略有增强,这是由于超临界流体辅助螺杆挤出连续再生过程中没有化学物质的加入,断裂的C-S键搭接生成碳碳双键或者亚甲基;再生前后没有特征峰出现偏移或者增强,并且再生胶中饱和的碳氢键特征峰并没有显著的偏移,再生的过程中除了超临界流体之外没有添加其他化学物质,而且超临界流体并没有参与到化学反应中,因此整个再生反应过程中没有新的化学键生成。
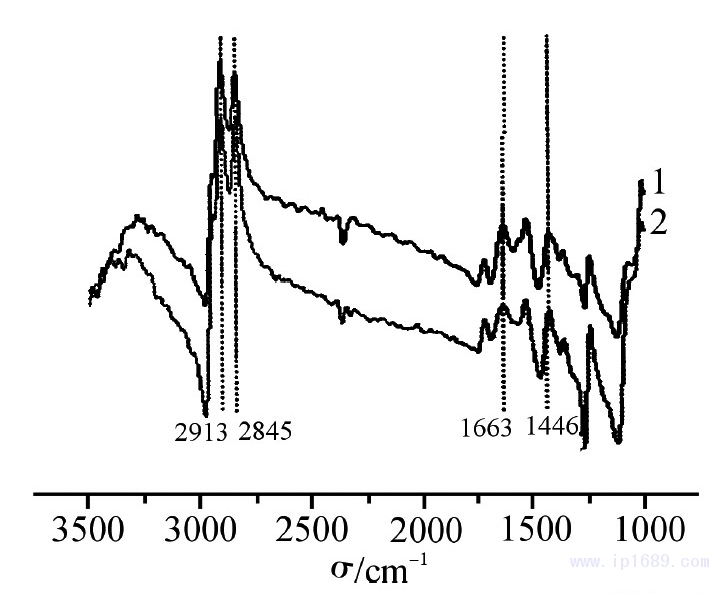
Fig.7 Infrared spectra
1 reclaimed rubber 2 rubber powder
2.5 再生胶的微观形貌分析
Fig.8中的照片展示的是a胶粉、b未通过超临界流体制备的再生胶以及c超临界流体作用下再生胶在放大2000倍下的微观形貌。由Fig. 8a可以看出,废旧胶粉的表面粗糙,而且存在凹凸不平的孔洞,由Fig. 8b、Fig. 8c 可以看出,硫化后的再生胶表面为连续均匀一致的连续体,连续体的形成说明再生过程中废旧胶粉中的交联网格被打断,形成大量分子链,交联网格断裂形成的分子链有更强的自由移动能力,再生胶在硫化过程中形成质地相对均匀的连续体,因此再生后的胶粉表面更为均匀一致。对Fig. 8b、Fig. 8c局部进一步放大可以看出连续体的表面存在些许小粒径圆点,小粒径圆点是由于存在部分胶粉没有充分再生,交联网格包裹着填料维持再生之前的形态,因此表面存在小粒径圆点,通过Fig. 8b和Fig. 8c的对比可以看出,通入超临界流体制备的再生胶表面更为光滑,再生胶表面有少量的小粒径圆点,这说明超临界流体的通入有利于废旧胶粉的再生。微观表面的裂缝是由于在脆断过程中,低温环境造成的应力大于分子链之间的相互作用力形成的破坏,根据裂痕的深度以及大小可以说明具有良好再生效果的再生胶分子链之间的相互作用力更为稳定。
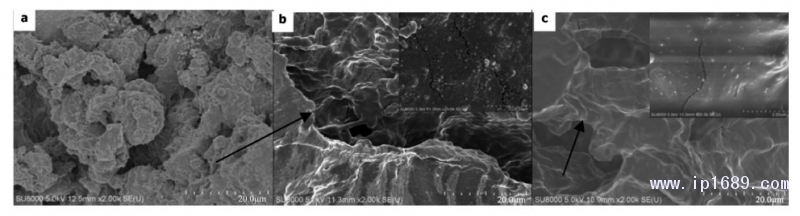
Fig. 8 SEM images of(a) powder,(b) production of recycled rubber without supercritical fluid,and(c) production of recycled rubber with supercritical fluid
3 结论
本文通过自主设计的超临界流体辅助螺杆挤出连续再生实验平台制备了再生胶,探究了再生平台的加工性能,通过正交实验确定了最佳的再生工艺,并对再生胶进行结构分析以及微观形貌观察,结果表明:
(1)喂料螺杆与主螺杆最优的转速比为4∶1,在螺杆转速为40 r / min的条件下产量达到91. 8 kg / h。
(2)在螺杆转速为40 r / min,超临界流体与胶粉质量比为2% ,机筒温度在水平3的条件下,废旧胶粉的再生效果最好,其门尼黏度达到71. 8 Pa·s,拉伸强度为11. 6 MPa,断裂伸长率为208.4% 。随超临界流体的加入,再生胶的品质以及相容性先上升后下降。
(3)使用超临界流体辅助再生,可以实现废旧胶粉连续再生,再生过程中交联键断裂后搭接形成亚甲基和碳碳双键,而且再生胶微观形貌更为连续均匀。

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













