










摘要:用同向双螺杆挤出机脱硫制备丁基再生橡胶,研究反应温度和螺杆转速等工艺条件对丁基再生橡胶门尼粘度的影响以及丁基再生橡胶在丁基橡胶(IIR)内胎中的应用。结果表明:用同向双螺杆挤出机可以高效地制备丁基再生橡胶,升高温度、延长反应时间和提高剪切力均有利于提高脱硫程度和降低门尼粘度,其中温度是主要影响因素;随着溶胶质量分数增大和凝胶交联密度减小,丁基再生橡胶的门尼粘度和物理性能降低;将同向双螺杆挤出机制备的40份丁基再生橡胶(门尼粘度为114)用于IIR内胎胶料中,胶料气密性提高,物理性能满足国家标准要求。
丁基橡胶(IIR)是一种高饱和度特种橡胶,由异丁烯和少量异戊二烯聚合而成,其气密性、热稳定性、耐臭氧性能、耐老化性能和耐腐蚀性能优异,广泛应用于医用瓶塞和内胎等橡胶制品中。我国每年产生大量废旧IIR,高效循环利用废旧IIR对发展可循环经济和环境保护意义重大。制备丁基再生橡胶是废旧橡胶制品回收再利用的主要方法,也是目前解决橡胶资源短缺问题的重要途径[1-3]。
我国再生橡胶生产企业超过1000家,但这些企业采用的传统工艺存在污染严重、成本高、危险性大等问题,特别是在史上最严苛环保法规的压力下,再生橡胶行业面临生死存亡的严峻挑战。与传统的动态脱硫罐相比,螺杆挤出机凭借易操作、安全性高、能耗低、绿色环保、可连续化生产的优点已全方位应用于材料加工中[4]。因优异的喂料特性、混合效果、疏气和自清洁功能,近年来双螺杆挤出机已在再生胶粉领域广泛应用[5-17]。
本工作采用同向双螺杆挤出机脱硫制备丁基再生橡胶,讨论反应温度和螺杆转速等工艺条件对丁基再生橡胶门尼粘度的影响,对比不同门尼粘度丁基再生橡胶的结构与性能,研究丁基再生橡胶在IIR内胎胶料中的应用。
1实验
1. 1 主要原材料
IIR内胎胶粉,市售产品;IIR,牌号1751,中国石化燕山石化分公司产品;炭黑N660,美国卡博特化工有限公司产品;丙酮、甲苯和环己烷,分析纯, 北京化工厂产品。
1. 2 主要设备与仪器
HTG-50型同向双螺杆挤出机,南京绿金人橡塑高科有限公司产品;Φ160 mm×320 mm型开炼机,湛江橡塑机械厂产品;M3801C型门尼粘度仪,北京环峰化工机械实验厂产品;GT-M2000FA型无转子硫化仪,高铁检测仪器有限公司产品;CMT4204型微机控制电子万能拉力机,美特斯工业系统(中国)有限公司产品;Walters 150-C型凝胶渗透色谱(GPC)仪,美国Walters公司产品;VAC-V2型气体渗透仪,济南兰光机电技术有限公司产品;RPA2000橡胶加工分析仪(RPA),美国阿尔法科技有限公司产品;Stare热重分析仪,瑞士梅特勒-托利多公司产品。
1. 3 丁基再生橡胶的制备
1. 3. 1温区
同向双螺杆挤出机共设5个温区,如表1所示。
表1 同向双螺杆挤出机的温区与相应温度 ℃

1. 3. 2工艺条件
用同向双螺杆挤出机生产初始门尼粘度[ML(1+4)100℃]分别为114,85,46和33的丁基再生橡胶,工艺条件如表2所示。
表2 不同门尼粘度丁基再生橡胶的工艺条件

1. 4 丁基再生橡胶在IIR内胎中的应用
1. 4. 1 试验配方
考察门尼粘度为114的丁基再生橡胶(含胶率为50%)与IIR并用胶的性能试验配方见表3。
表3 试验配方 份

1. 4. 2 混炼工艺
胶料混炼分两段在开炼机上进行。一段混炼工艺为:IIR→ 丁基再生橡胶→氧化锌和硬脂酸→炭黑N660和环烷油→出片。一段混炼胶停放24 h后进行二段混炼,混炼工艺为:将硫黄和促进剂均匀混入一段混炼胶中,以1 mm辊距薄通并打5次三角包,然后以2.5 mm辊距出片。二段混炼胶停放24 h后进行硫化,硫化条件为165℃×20 min。硫化胶在室温下停放12 h以上测试物理性能。
1. 5 分析测试
1. 5. 1 溶胶质量分数(s)
用索氏提取器将丁基再生橡胶在丙酮中抽提12h,温度为95℃,抽提结束后取出,在真空干燥箱中干燥至恒质量(m1),再用热重分析仪测试,得到第1个热质量损失台阶的热失重率(a);用索氏提取器将干燥后的样品在甲苯中抽提48h,温度为 135℃,抽提结束后取出,再在真空干燥箱中干燥至恒质量(m2)。丁基再生橡胶的s按照下式计算。
s=(m1-m2)/(m1a)×100% (1)
1.5. 2 交联密度
用平衡溶胀法表征丁基再生橡胶的交联密度[18]。在室温下将1 g左右丁基再生橡胶在环己烷中浸泡3d,溶胀平衡后取出,计算样品占溶胀硫化胶的体积分数(φ1),按照下式计算丁基再生橡胶的交联密度(ve)。
式中,χ为丁基再生橡胶与环己烷的相互作用系数;Vs为环己烷的摩尔体积。
1. 5. 3 门尼粘度
用门尼粘度仪测试丁基再生橡胶的门尼粘度。根据GB/T 13460—2016《再生橡胶》,先将脱硫胶粉或再生橡胶通过开炼机压成片状,称取20 g左右冷却后的样品进行测试,预热时间1 min,试验时间 4 min,温度100 ℃。
1. 5. 4 硫化特性
用无转子硫化仪表征胶料的硫化特性。将7 g 左右丁基再生橡胶置于无转子硫化仪中,测试温度为160 ℃。
1. 5. 5 硬度
用邵尔A型硬度计测试丁基再生橡胶硫化胶的硬度。硬度可以表征再生橡胶抵抗外力的能力,还可以定性反映再生橡胶的交联程度和使用性能。
1. 5. 6 拉伸性能
用微机控制电子万能拉力机测试再生橡胶的拉伸性能。采用哑铃形试样,拉伸速率为500 mm·min-1。
1.5. 7 气密性
按照GB/T 1038—2000《塑料薄膜和薄片气体透过性试验方法 压差法》测试胶料的透气系数。采用圆形硫化胶片试样(直径为8cm,厚度约为2mm),表面光滑、均匀、无气泡,在恒定温度和单位压力差下进行测试。
2结果与讨论
2.1 丁基再生橡胶性能
2. 1. 1 螺杆转速与门尼粘度的关系
不同温度下螺杆转速对丁基再生橡胶门尼粘度的影响见图1。

螺杆转速/Hz
温区/℃:■—T220;●—T240;▲—T260。
图1 螺杆转速对丁基再生橡胶门尼粘度的影响
从图1可以看出:在相同螺杆转速下,温度越高,丁基再生橡胶的门尼粘度越低且影响越显著, 说明温度是影响丁基再生橡胶脱硫程度的主要因素;在不同温度下,螺杆转速在一定范围内对门尼粘度的影响有所不同,在T220温区,随着螺杆转速增大,门尼粘度先提高后降低;在T240和T260 温区,随着螺杆转速增大,门尼粘度基本不变。这主要是由于T220温区的温度相对较低,螺杆转速较小时,丁基再生橡胶反应时间较长,脱硫程度较高,门尼粘度较低;在一定范围内,随着螺杆转速增大,丁基再生橡胶的反应时间缩短,脱硫程度降低,门尼粘度提高;但螺杆转速过大会提高剪切力,使脱硫程度提高,其作用大于反应时间缩短导致的脱硫程度降低,从而使门尼粘度降低。在温度相对较高的T240和T260温区,剪切力提高使脱硫程度提高,基本弥补了反应时间缩短导致的脱硫程度降低,使门尼粘度基本不变。总体来看,升高温度、延长反应时间和提高剪切力均有利于提高脱硫程度和降低门尼粘度,其中温度是主要影响因素。
2. 1. 2 理化性质和结构
不同门尼粘度丁基再生橡胶的理化性质和结构见表4。
表4 不同门尼粘度丁基再生橡胶的理化性质和结构

从表4可以看出:随着门尼粘度降低,丁基再生橡胶的溶胶质量分数逐渐增大,这是由于随着脱硫程度提高,丁基再生橡胶的大量主链和交联键断裂,造成可溶解部分增多;随着门尼粘度降低,丙酮抽出物质量分数减小,这是由于生产门尼粘度越低的丁基再生橡胶需要的温度越高,小分子物质挥发量越大;由于脱硫过程中未添加任何助剂,丙酮抽出物质量分数总体均较小。
从表4还可以看出:随着门尼粘度降低,丁基再生橡胶的凝胶交联密度明显减小,说明丁基再生橡胶的脱硫程度提高。对于再生橡胶,需要一定的交联密度来提供物理性能,但交联密度过大可能也会降低加工性能。
从表4还可以看出:随着门尼粘度降低,丁基再生橡胶Mn有不同程度减小,加工性能改善,但Mn总体上仍较大;PDI增大,相对分子质量分布变宽,这是由于脱硫程度提高,丁基再生橡胶断链严重。
2. 1. 3 RPA分析
为考察丁基再生橡胶的加工性能,用RPA2000 橡胶加工分析仪对同向双螺杆挤出机制备的不同门尼粘度丁基再生橡胶混炼胶进行应变扫描,考察储能模量(G′)与应变(ε)的关系,扫描温度为60频率为1 Hz,结果见图2。
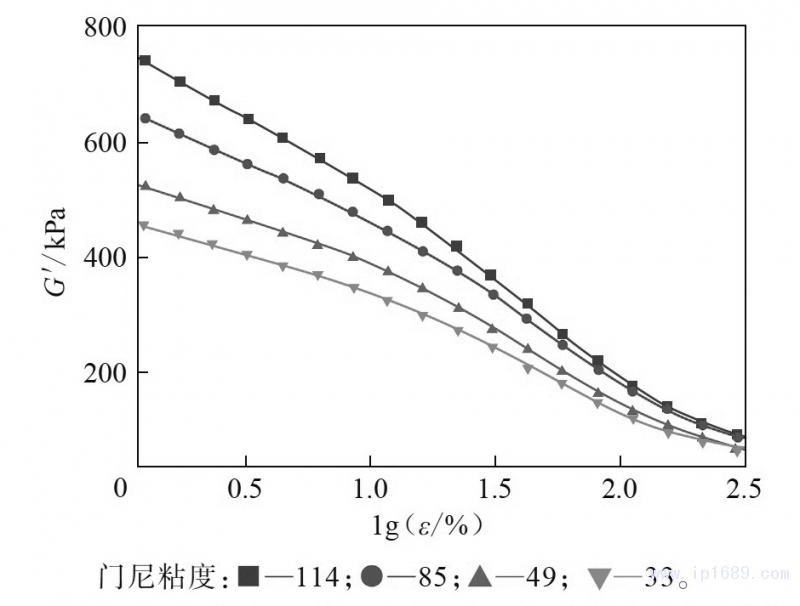
1g(g/%)
门尼粘度:■—114;●—85;▲—49;▼ —33。
图2 不同门尼粘度丁基再生橡胶混炼胶的应变扫描曲线
从图2可以看出,随着门尼粘度降低,丁基再生橡胶混炼胶的G′减小,可以认为随着脱硫程度提高,填料网络的破坏程度提高。
2. 1. 4 物理性能
不同门尼粘度丁基再生橡胶硫化胶的物理性能见表5。
表5 不同门尼粘度丁基再生橡胶硫化胶的物理性能
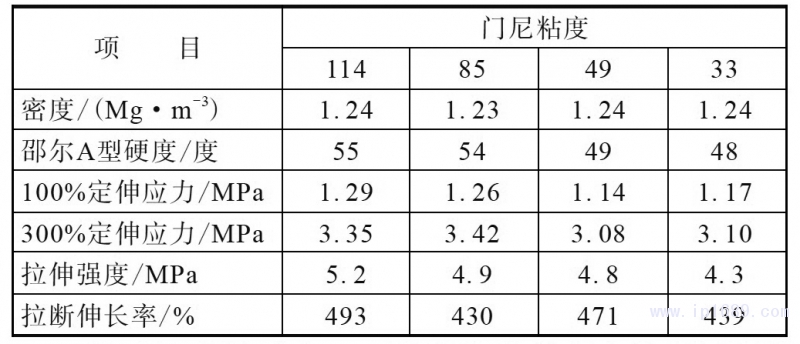
从表5可以看出,丁基再生橡胶的门尼粘度越小,硬度越小,拉伸强度越低。分析认为,丁基再生橡胶门尼粘度越小,脱硫程度越高,交联网络破坏越严重,同时主链断裂也越严重,可见丁基再生橡胶的门尼粘度与物理性能密切相关。
2. 2 IIR/丁基再生橡胶并用胶性能
2. 2. 1 硫化特性
IIR/丁基再生橡胶并用胶的硫化特性见表6。
表6 IIR/丁基再生橡胶并用胶的硫化特性

从表6可以看出,随着丁基再生橡胶用量增大,FL,Fmax和Fmax-FL提高,交联密度增大,t10和t90总体上也有所延长。
2. 2. 2 RPA分析
为考察IIR/丁基再生橡胶并用胶的加工性能, 用RPA2000橡胶加工分析仪对IIR/丁基再生橡胶并用混炼胶进行应变扫描,扫描温度为60℃,扫描频率为1 Hz,结果见图3。
从图3可以看出,随着丁基再生橡胶用量增大,G′逐渐增大,填料分散性能变差,说明并用丁基再生橡胶在一定程度上会降低填料分散性能。
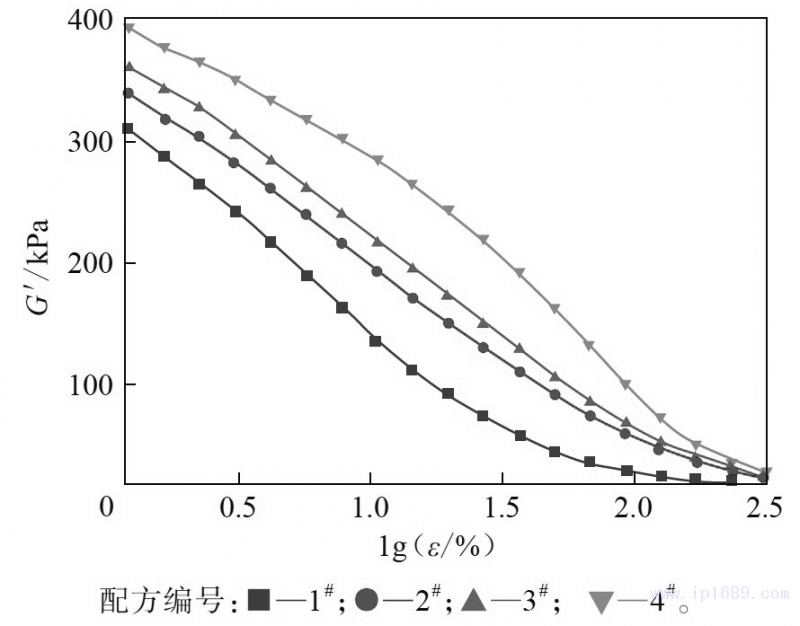
1g(g/%)
配方编号:■—1#;●—2#;▲—3#;▼—4#。
图3 IIR/丁基再生橡胶并用混炼胶的应变扫描曲线
2. 2. 3 物理性能
IIR/丁基再生橡胶并用硫化胶的物理性能见表7。
表7 IIR/丁基再生橡胶并用硫化胶的物理性能

从表7可以看出:随着丁基再生橡胶用量增大,IIR/丁基再生橡胶并用胶的硬度增大,拉伸强度和拉断伸长率降低。根据GB 7036. 1—2009《充气轮胎内胎 第1部分:汽车轮胎内胎》,IIR内胎胶料的拉伸强度需大于8. 4 MPa,拉断伸长率大于450%,1#—4#配方胶料的物理性能都满足国家标准要求。
从表7还可以看出:随着丁基再生橡胶用量增大,IIR/丁基再生橡胶并用胶的透气系数减小,气密性提高。总的来看,4#配方胶料的物理性能和气密性最好。
3结论
(1)同向双螺杆挤出机可以高效地制备丁基再生橡胶,升高温度、延长反应时间和提高剪切力均有利于提高脱硫程度和降低门尼粘度,其中温度是主要影响因素。
(2)随着溶胶质量分数增大和凝胶交联密度减小,丁基再生橡胶的门尼粘度和物理性能降低。
(3)将同向双螺杆挤出机制备的40份丁基再生橡胶用于IIR内胎胶料中,胶料气密性提高,物理性能满足国家标准要求。

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













