









摘要:本文介绍了挤出吹塑中空成型机型坯控制系统的使用与维护保养。
前言
挤出吹塑中空成型机的塑料型坯控制目前普遍采用电液伺服控制系统,其中MOOG型坯控制系统的采用比较常用,本文主要介绍塑料型坯控制系统的使用与维护保养。
1.电液伺服电控系统
塑料型坯壁厚控制系统在中空成型机行业得到广泛应用,熟悉和掌握壁厚控制系统对于机器调试和维修人员具有非常重要的意义。实际工作中发现多数一线调试和维修人员对于该系统只知道最基本使用方法,而对于系统如何进行初始设定及如何维护维修一知半解,经常容易调乱数据或出现问题不知如何处理。这里对壁厚控制系统作一些基本介绍。
塑料型坯壁厚控制系统基本由以下部分组成:壁厚控制器,油源(伺服液压站)及过滤器系统,伺服阀及阀座,壁厚液压缸,位置传感器(电子尺)。其中关键部分为壁厚控制器和伺服阀,是整个壁厚控制系统的核心部件,目前中空成型机行业应用比较多的壁厚控制器是:MOOG,B&R,BECKHOFF,Barber-Colman,上海中船重工704所,等等。目前市场常见的主要是MOOG型坯控制器,这里以MOOG控制器为代表做主要介绍。
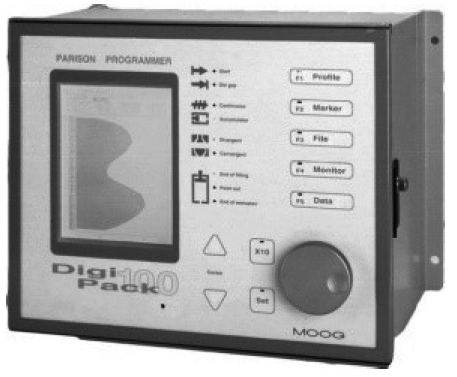
图1 MOOG100点壁厚控制器外形图

涂2 两种MOOG伺服阀外形图
1.1 MOOG壁厚控制系统的调试
(1)基本参数的设置
MOOG壁厚控制系统调试的关键是一些基本参数和传感器位置的设置,设置错误将导致系统工作不正常,严重的可能造成机械或电气方面的损坏。
主要的基础参数和传感器位置设置包括:
①控制方式(储料式或连续式);
②增益倍数;
③型芯类型;
④型芯位置传感器;
⑤储料缸位置传感器;
⑥伺服液压系统压力的设置与调整。
以下分别介绍设置与调试方法:
①控制方式的设置,控制方式是指中空成型机的类型,分为连续挤出式和储料缸式两种方式,机型不同,壁厚控制系统的控制方式也不一样。在基础设置时,必须根据中空成型机的类型选择对应的控制方式,具体由MOOG控制器内部的6#微动开关来选择,ON为连续挤出式,OFF为储料缸式。拨动微动开关时,壁厚控制器必须断电。选择完成后,MOOG壁厚控制器面板上对应的状态指示灯将会点亮,“Continuous”代表连续挤出式,“Accumulator”代表储料缸式。
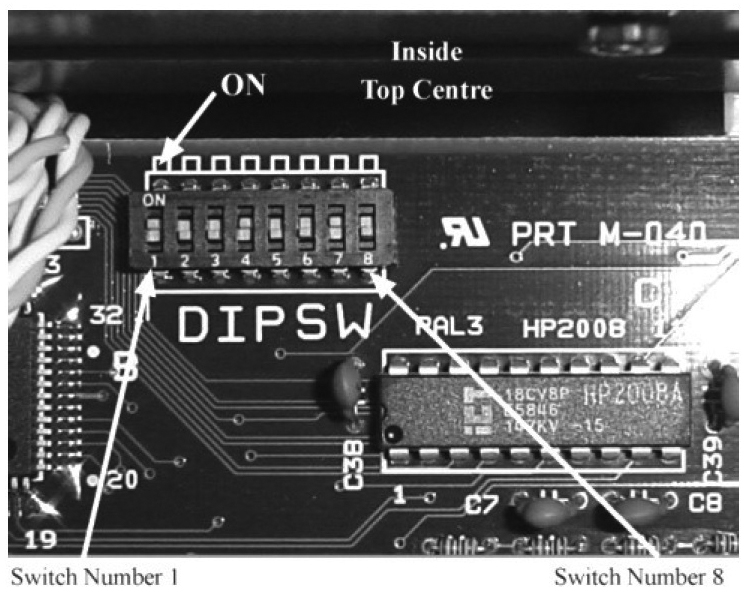
图3 MOOG30点、100点壁厚控制器的微动开关示意图
②增益倍数的设置,增益倍数(GAINTIMES)控制壁厚油缸动作的稳定性和响应敏感度。增益倍数设置太小,壁厚油缸动作迟缓,响应速度慢,滞后严重,口模间隙与壁厚图形曲线的偏差大,达不到控制精度。增益倍数设置太大,响应敏感度太高,容易受到外部信号干扰,引起壁厚油路系统振动。增益倍数(GAINTIMES)的参考设置为5~8。
③型芯类型的设置,型芯类型(CORETYPE)指的是口模的结构形式,分为收缩型(Convergent)和扩张型(Divergent)。根据中空成型机实际装配的口模形式进行相应设置,设置完成后,MOOG壁厚控制器面板上对应的状态指示灯将会点亮。
④型芯间隙位置的设置,型芯间隙位置传感器(Die Gap Position Transducer)(DCDT)用来检测型芯位置(即壁厚油缸活塞位置)。型芯间隙位置传感器的有效检测行程应略大于壁厚油缸的行程,并且安装时,二者的行程在实际空间位置上能够对应,即壁厚油缸活塞运动到油缸行程端点时型芯间隙位置传感器也应该运动到靠近对应行程的端点,也就是油缸行程必须在型芯间隙位置传感器检测行程有效范围内,如果安装错误,有可能导致型芯间隙位置传感器不能正确检测壁厚油缸活塞位置或者造成型芯间隙位置传感器等零件的损坏。
型芯间隙位置传感器的基本设置包括零点(ZERO)和范围(SPAN)。零点(ZERO)指的是壁厚油缸行程起点位置(型芯处于初始最小间隙位置)时的传感器电压值。范围(SPAN)通常指的是壁厚油缸行程终点位置(型芯处于最大间隙位置)时的传感器电压值。
型芯间隙位置传感器的基本设置对于壁厚控制系统的正常工作非常重要,是壁厚控制系统的基础数据,在设置时需要适当调低油源(液压站)的压力,在设置过程中可能需要反复校正传感器、油缸活塞及口模间隙三者之间的位置对应关系,确保对应准确,防止意外故障导致机械或电气零件的损坏。一般来说,油缸活塞处于端点(零点ZERO)时,口模间隙不能为零,保证有一定的安全间隙,同时传感器检测杆离行程端点保留一定的距离,这样才能保证整个系统处于安全状态。如果口模完全封死(间隙为0),则电气零件的意外失灵有可能导致模头、挤出机螺杆机筒、齿轮箱等机械零件的严重损坏。零位(ZERO)时的口模间隙可以通过手动壁厚调整机构进行调整,达到生产所需要的间隙。
型芯间隙位置传感器的基本设置完成后,一般来说,更换口模时无需重新设置,除非传感器检测和安装的基准面发生变化。此项设置结束后,连续式中空成型机的壁厚控制器的基本设置就已经结束,将伺服液压油源(伺服液压站)的压力调至正常工作压力,壁厚控制系统可以进入工作状态。

图4 一种型芯间隙位置传感器的外观图
⑤储料缸位置传感器(Accumulator Position Transducer)设置,如果控制方式为储料缸式中空成型机的话,除了前面提到的基本设置外,还需要对储料缸位置传感器进行设置。储料缸位置传感器用来检测储料缸活塞的位置,传感器的有效检测行程应该略大于储料缸的行程,并且安装时,二者的行程在实际空间位置上能够对应,即储料活塞运动到储料缸行程端点时储料缸位置传感器也应该运动到靠近对应行程的端点,也就是储料缸行程必须在储料缸位置传感器检测行程有效范围内,如果安装错误,有可能导致储料缸位置传感器不能正确检测储料缸活塞位置或者造成传感器等零件的损坏。
储料缸位置传感器的基本设置包括:空缸(EMPTY)位置,满缸(FULL)位置,以及保持方式。保持方式包括:挤出保持(EXTRUSION FIXED)或填充保持(FILLING FIXED)。
空缸(EMPTY)位置指的是储料缸射空时的储料缸位置传感器电压值;满缸(FULL)位置指的是储料缸储满时的储料缸位置传感器电压值。设置空缸和满缸时,通常的经验是空缸(EMPTY)位置和满缸(FULL)位置分别离储料缸行程端点少许距离,留有适当的缓冲余地;不要以储料缸行程端点作为空缸和满缸的设置点,这样容易导致控制上的误动作,且安全系数降低。
根据前面提到的一些经验与技巧,调整好储料缸行程与传感器行程的对应关系。将储料缸里的熔融料射出,确认储料缸活塞处于空缸(EMPTY)位置时,按设定(SET)键,存入当前传感器的电压值为空缸(EMPTY)设定值,面板上的射料结束(End of Extrusion)指示灯会点亮;然后向储料缸内储料,确认储料缸活塞处于满缸(FULL)位置时,按设定(SET)键,存入当前传感器的电压值,面板上的填充结束(End of Filling)指示灯会点亮。
保持方式指的是从储料缸射料量计量的起始点。挤出保持(EXTRUSION FIXED)的射料量(SHOTSIZE)计量的起始点为空缸位置(EMPTY);填充保持(FILLING FIXED)的射料量(SHOT SIZE)计量的起始点为满缸位置(FULL)。
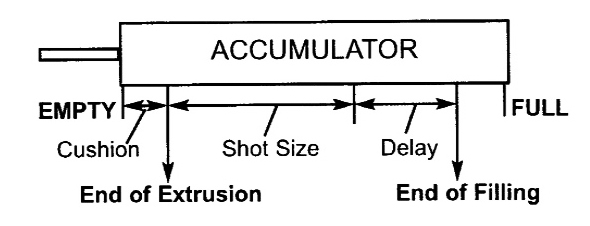
图5 挤出保持(EXTRUSION FIXED)工作原理
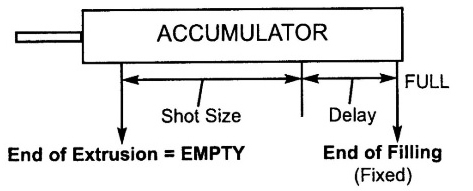
图5 填充保持(FILLING FIXED)工作原理
储料缸位置传感器的基本设定完成后,壁厚控制器的最重要的基本设定已经完成,可以根据设定的图形曲线进行壁厚控制了。至于图形与制品的对应关系,则需要在实际生产中总结经验。基本设置的具体操作步骤这里不作详细介绍,可以参照设备的操作说明书。

图7 一种储料缸位置传感器的外观图
⑥伺服液压系统压力的设置与调整,伺服液压系统压力的设置根据中空成型机壁厚液压缸的大小以及口模尺寸大小来决定,通常机器交付使用后,壁厚液压缸大小已经固定,口模大小将根据制品而变化,口模越大,油源的压力也要相应的提高,以保证壁厚控制的准确性,压力不够将导致实际壁厚运行曲线与设定的曲线不符,偏差大。油源的最大压力根据中空成型机规格的不同也不一样,具体请参阅机器使用说明书或咨询生产厂商。
通常在设置型芯间隙位置传感器(Die Gap Position Transducer)(DCDT)时,将压力适当调低至2~3MPa,以防止设置操作不当损坏模头部件;设置完成后,再将压力调至生产所需要的正常值。(注:文中术语按照相关技术资料的统一规范。)
⒉.MOOG壁厚控制系统安装和维护注意事项
壁厚控制系统安装和维护过程中主要注意以下事项:
(1)传感器安装,位置传感器是壁厚控制系统的基础,安装时的定位及检测基准面(点)要求选择在机器拆装调试过程中相对位置不会随意变动的基准面(点),例如油缸缸盖端面、活塞杆端面等;另外传感器的轴线应该与油缸的中轴线保持平行,否则传感器可能检测不准或者影响使用寿命。
位置传感器定位校正好后,固定螺钉一定要锁紧,防止位置随意变动,影响检测基准和精度,同时在维修拆装时,做好位置标记,以便再次安装时,与原有位置保持一致。
(2)电缆接线,壁厚控制系统的传感器与伺服阀的配线通常选用屏蔽电缆线,电缆线的屏蔽层一端接在MOOG壁厚控制器的制定接线端子上,以保证信号免受外界干扰。传感器与伺服阀的接线都分为正负极,不可接错,且不可短路,错误连接或短路有可能造成传感器或壁厚控制器烧坏。
(3)系统维护,壁厚控制系统采用伺服油路系统,对油质及洁净度要求很高,变质或受污染的液压油可能造成伺服阀的损坏或工作不正常。因此在安装伺服阀前,需要用洁净液压油对系统反复冲洗,以清除管路和油缸里的杂质。新系统投入使用500小时后,就要更换新液压油,以后每3000小时进行更换,每次换油的同时需要清洗油箱和所有过滤器。有些机器的用户容易忽视伺服液压系统的维护,不按时换油,液压油严重变质污染,造成伺服阀堵塞卡死或损坏,损失超过换油的代价。
(4)及时记录基本设置数据,壁厚控制系统基本设置结束后,要对基本设置的数据进行保存和记录,MOOG30点壁厚控制器具备数据存取功能,可参照说明书在F3(FILE)功能画面进行存取操作;在F5(DATA)数据画面里可以显示当前的F1(PROFILE)图形画面的所有参数以及基本设置(SETUP)的所有数据,包括增益倍数、型芯间隙位置传感器的设置、储料缸位置传感器的设置,这些关键性的数据建议做好书面记录,以备维修或再次设置作参考。
在日常生产过程中经常出现操作人员无意中调乱MOOG壁厚控制系统的基本设置数据,造成壁厚控制系统或中空成型机不能正常工作,所以及时保存记录基本设置数据非常有必要,以备维修检查时作对照参考。
3、MOOG壁厚控制系统常见故障的处理
结语与特别提醒:
(1)MOOG型坯壁厚控制器安装、使用与维护手册一般在吹塑机新机购进时,设备厂家会提供,吹塑制品厂家应该进行妥善保存,以备工作之需。
(2)型坯壁厚控制器的品牌、型号不一样时,其接线与操作方法,顺序也会不一样,此外,即使是同一厂家的产品,出厂时期不一样时,其产品也会改进较多,操作时需要特别注意,严格按照设备厂家提供的最新说明书进行操作。

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













