










王富玉1 ,郭金强1 ,张玉霞1∗,杨 涛2
(1. 北京工商大学化学与材料工程学院,北京100048;2. 宜兴市光辉包装材料有限公司,宜兴 214262)
摘 要:概述了从源头减少消费后塑料包装材料的各种减量化技术,包括薄膜与容器等的减薄、包装结构的简化、反复使用与循环利用、使用回收料等;阐释了为便于回收利用使用尽可能减少材料种类的理念——单一材质化与相应措施等。
关 键 词:塑料包装材料;减量化;单材质化;反复使用;循环利用;回收料
0前言
塑料包装材料性能优异,广泛用作食品、药品、快递等的包装材料。然而,由塑料包装废弃物随意丢弃和/或处置不当等造成的环境污染问题日趋严重。塑料包装材料应大力提倡源头减量,同时尽可能使用单一材料,便于消费后的收集与回收及高值(质)化利用。减量化包装是指在满足包装基本功能的前提下,减少包装材料用量,从根源上解决包装材料污染问题。包装材料减量化要求优先选用质量轻、韧性好、强度 高、可回收、可重复再利用的轻薄型材料,同时还要求 包装中使用的材料种类尽可能少[1]。使用量最低且材料种类使用最少的包装材料对环境而言是最好的包装[2]。马雪子等[3]提出了减少资源使用和重复使用两项现代包装设计中应遵循的原则。在现在广为提倡的3R、4R[4]中,减量都是第一位的,即减量化设计原则最为重要,目前是国内外公认的首位包装原则,是治理塑料包装所造成的污染最有效的措施之一。对此,设计研究者们提出了减少包装层数、包装体积及包装材料种类和使用可循环再生材料等设计原则[5]。未来包装材料势必朝着减量、减薄;材质单一化和可回收循环再利用等趋势发展[6]。本文概述了从源头减少消费后塑料包装材料的各种减量化技术,包括薄膜与容器等的减薄、包装结构的简化、反复使用与循环利用、使用回收料等。
1塑料包装废弃物处理现状与减量化
相关法规
1.1 塑料包装废弃物处理现状
近20 年来,我国塑料包装行业取得了长足进步和发展,但由于塑料废弃物处理重视不够,缺乏科学有效的防治政策与措施,造成了“白色污染”,给人们生产和生存产生较严重的环境问题。
相关数据表明,我国在2008年的塑料制品回收率仅仅为20%,其余高达80%的塑料制品处理方式是填埋和焚烧,对环境的污染引起较大影响。然而据统计,同年欧盟国家的塑料制品回收率达到51%,其中瑞士、丹麦和德国的回收率分别高达 99. 5%、96. 5%和96. 3%[7]。
近年来,随着快递业的发展,由快递包装产生的塑料废弃物越来越多,但目前我国快递业中塑料的实际回收率不到10%。2018 年我国快递行业消耗的塑料类包装材料中塑料薄膜袋(包括填充薄膜)694. 3 kt,编织袋54. 7kt,珠光袋111 kt,泡沫箱11 kt,胶带80. 7 kt[8]。但从图1[9]中看出,在快递塑料包装材料中,只有2%的得到再生利用,形势不容乐观。
据悉我国塑料包装废弃物将近5 000 kt/a 被填埋,且包装废弃物的产生量逐年增加,因此首先要从源头上对塑料包装实行减量化处理,且建立一个科学的完整的塑料包装废弃物可回收循环再利用体系[10]。
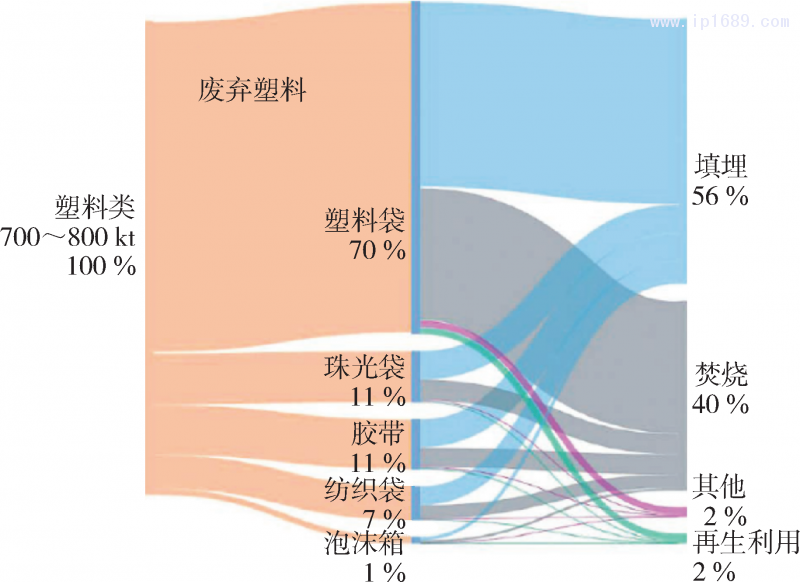
图1 快递塑料包装废弃物流向分析(处置方式根据生活垃圾清运情况测算,2018 年)
1.2 减量化相关法规
针对越来越多的快递包装塑料废弃物,我国相关部门在不同时期出台了治理过度包装、薄膜减厚、减量等相关标准、条例、方案和指导意见等。
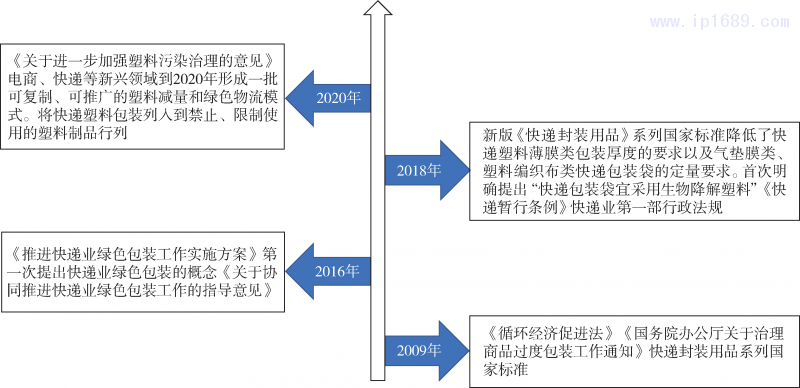
图2 2009—2020 年我国出台的有关快递包装相关政策[8]
国务院办公厅于2020年11月30日,转发来自国家发展改革委等部门发布的《关于加快推进快递包装绿色转型意见的通知》(国办函〔2020〕115 号,下文简称《115 号文》),通知中明确提出,推进快递包装材料源头减量,鼓励通过包装结构优化减少填充物使用。
在此之前美国在《资源保护与回收利用法》中规定“减少包装材料的消耗量,并对包装废弃物进行回收再利用”[11]。甚至欧盟国家关于包装及其废弃物94/62/,EC 指令也规定降低资源和能源的损耗,首要是实行减量化,尽可能避免包装废弃物的产生,严禁过度包装(2018 年6月14日欧盟在官方公报上发布了其修订条例(EU)2018/852)。
在确保包装功能的同时,实现塑料包装源头减量,包括减薄、材料单一化、使用回收料等一直是塑料包装材料制造商和使用者追求的目标,这样可减少资源浪费和废弃包装材料的产生;对企业来说,可以降低原料成本,这肯定是企业愿为之事,而且已经做了很多尝试。问题的关键是要运用先进的科技手段,不断开发新材料,研究新工艺;对于已有塑料包装材料的结构设计、原料优选、应用研究等加大研发投入,可能还需要设备改造,甚或是更新换代,进一步提升减量化技术水平,取得更好的效果。
2减量化技术
塑料包装材料减量化技术有多种,有直接减量,如塑料薄膜、塑料容器等直接减薄设计、由实壁换为发泡或空心结构等;也有间接减量,如掺用边角料或/和回收料等;更有隐性减量,如增加塑料包装材料使用次数、延长制品使用寿命等。针对不同塑料包装材料和制品,可以科学选取和采用不同的减量技术,进而实现减量化目的。
2.1 优化材料性能,实现塑料包装材料减薄
2. 1. 1 塑料包装薄膜的减薄
塑料软包装质轻、柔软、成本低,比硬包装更具竞争力,是降低包装质量的最有效方式。由于软包装技术的出现,用于包装的塑料平均质量下降28;欧洲包装材料中塑料包装材料约占17,但却包装了欧洲商品的50[12]。与复合型纸盒相比而言,柔性包装袋在燃料的消耗、温室气体的排放、水的消耗量,产品与包装的比率、垃圾的填埋量,都占有明显的优势。预计在2026年,全世界的塑料柔性包装市场,柔性包装的年复合增长率约为4. 77[13]。
据不完全统计,塑料薄膜约占塑料包装材料总量的50 左右,是造成“白色污染”的主要污染源。做好塑料薄膜减量化和科学规范的回收处置工作,能较好地抑制由其造成的污染问题。
薄膜减量技术是指在保证薄膜顺利完成保护内容物、方便于产品的运输及携带、有利于销售等功能的前提条件下,以包装材料的使用量达最小值为目的,通过一系列材料的选择、改性、多功能化、及加工工艺创新等手段或措施。
在日本和美国,为减少包装废弃物总量,已经大量使用更薄、质轻强度高的薄膜材料。针对塑料包装强劲的市场需求,制造商们一直在研究满足性能要求的薄膜减量化技术。
杜邦公司与德国吹塑薄膜设备制造商合作,利用其特殊牌号的TMSurlyn®,通过优化挤出吹塑工艺,制得的阻隔薄膜比普通 7 层 聚酰胺/聚乙烯(PA/PE)薄膜薄20,且透明度、冲击性能和密封性能等都得到提高。用这种离聚物与其黏合树脂生产的11层功能塑料薄膜厚度仅为20~110 µm,且具有高阻隔性、高透明度、抗撕裂性强、抗冲击力强等优点,可节省高达50%的原材料,减重效果明显[14]。
Borchardt 等制备的多层复合薄膜包装袋采用强度逐层递增的方法调控强度,从而使所制得的薄膜强度得到大幅度的提高,而且实现了减薄[15]。
在多层聚烯烃/黏结剂/EVOH(38%)/黏结剂/聚烯烃(PO/TIE/EVOH/TIE/PO)复合薄膜中将乙烯含量38%(摩尔分数,下同)的 EVOH 换为乙烯含量为29%的高阻隔型号EVOH,在保持阻隔性能不变的情况下,可使阻隔层实现减薄1/4[16]。
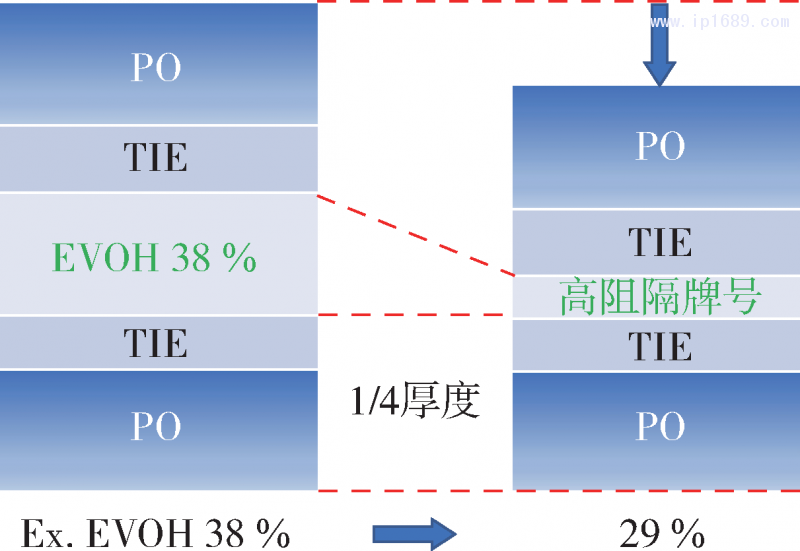
图3 EVOH 中乙烯由38%减少至29%后复合薄膜减薄1/4
目前在复合薄膜减量减薄方面的研究,我国也取得了较大进展,甚至有些研究已达到国际领先水平。例如,利用茂金属聚烯烃材料的高强度性能,可减少复合薄膜厚度;利用共挤出复合技术和先进设备精确控制复合薄膜各层的厚度,从而实现复合薄膜整体减薄。此外,利用茂金属聚乙烯还能使重型包装袋实现减薄化,降低成本,同时还可使其密封性能、防潮性能、防水性能、抗老化性能等更加优越,且具有遇高温不软化变形、遇严寒不脆断破裂的优点。一款中石化包装袋采 用茂金属聚烯烃实现 FFS 膜包装袋厚度由原来的0. 16 mm 减薄到0. 14 mm,自 2019 年元月在福建联合石化公司试点成功以来,又先后在广州石化、扬子石化、天津石化等多家企业成功推广。
2. 1. 2 塑料包装容器的减薄
据不完全统计塑料容器约占塑料包装材料总消费量的22%左右,是塑料包装的重要组成部分。
塑料包装容器的薄壁化就是在保证容器强度和阻隔等性能要求的情况下,尽可能地使用薄壁容器,这一方面可通过采用高性能的材料,如高强度和高阻隔性能的材料来实现;另一方面可通过各种工艺软件进行仿真分析,优化容器壁厚,实现最大程度的减薄。
康师傅集团的一款饮料瓶在保证容量和性能的基础上将瓶重由18 g降低到12 g,减重1/3,效果明显[17]。宝洁公司计划今年在欧洲推出一款洗发水补充装,与传统的洗发水瓶相比,每毫升容量的补充袋包装减少使用60%的塑料。其旗下的海飞丝、潘婷等洗发水系列也将于2021 年初推出全新包装袋,其美容部门的目标是到2021 年底洗发水和护发素包装的塑料数量减少1/2 以上[18]。
2. 1. 3 缓冲泡沫的减量
据不完全统计,塑料泡沫在塑料包装材料占比6%左右,是一类特色鲜明的塑料包装材料。
作为缓冲材料的EPS 泡沫轻且具有优异的缓冲性能,但其性脆,在商品落下时可能出现断裂,缓冲性能就会大打折扣。而 EPP 或 EPO 泡沫材料因具有较高的弹性、抗裂性能,及冲击性能,因此对于震动敏感的产品如等离子电视、笔记本电脑等高质量电子电器产品而言,EPP 或EPO 泡沫材料是非常合适的运输包装。在满足同样的缓冲性能要求时,其厚度可以比EPS 泡沫减少60%[19]。
2. 2 优化包装制品结构,实现减量与再利用包装结构优化是指根据商品可能遇到的各种条件,在保证包装强度和性能等前提下,简化包装结构,优化包装基材和辅材,实现减量目的[1]。
李蓓蓓等[20]研究发现,运输包装通过优化设计,可以实现减量——减少包装材料的用量,减容——减少包装箱体积或容积率,增效——增强保护效能。
2. 2. 1 优化结构设计,实现减薄
包装结构的减量化设计涉及适量包装、适度包装等,我国现行包装很多都是过度包装。在塑料包装方面,突出的是多层、大体积等。如有的药品,里面只有少量的药粒,却使用几倍于其体积的塑料瓶。另一方面,大型塑料容器,为了增加强度,设计安全系数一般偏于保守,采用大值,富余量大。目前,对于此类产品,可以采用先进的不确定性设计分析方法,采用概率分析方法确定结构设计许用值,通过可靠性分析,使整个产品达到统一的安全效率水平;对变量进行统计学描述和概率分级,以此确定各变量的影响度、出现频率和极限值。此外,已广泛使用的CAD/CAM/CAE 设计、计算机仿真、模拟与分析技术等可以广泛用于优化产品结构。例如,近年来格力集团在电器包装设计方面,使用 CAE 仿真软件全面分析产品结构、包装方案,研究运输过程中发生产品损坏的原因,从而找出产品结 构及包装方案设计的不足之处,提高包装对产品的保 护能力,减少包装材料的使用量,降低产品的成本[19]。

再比如,通过包装容器的结构设计,小包装改大包装,减少塑料包装材料的使用量;大包装改小包装,减少被包装物浪费(这是另一种节约资源方式);研究包装效率,即以最轻的包装质量装下最多的包装物。《科学报告》最新发表一篇环境研究论文称,作为灌装非酒精饮料塑料瓶的主要材料PET将20的小塑料瓶饮料包装变成中塑料瓶饮料包装,或能让美国每年减少超过9 000t的PET废弃物的产生[21]。
新冠肺炎对消费模式产生了重大影响,包装尺寸 偏好两极分化,呈现大的、多规格尺寸和较小的独立包装等特点。例如,随着消费者在封锁前囤积食品、饮料等,对大尺寸的需求从1. 5 L以上开始上升。此外还发现因更小尺寸的便捷性产生了更大的需求[22]。另外, 新冠疫情下,更多货品或以组合包装的形式销售较小独立包装的产品[23]。人们对小型且注重卫生与便利性的塑料包装如洗护用品等小型化包装的需求也持续增加。
2. 2. 2 改变结构设计,使用回收料
在塑料包装制品设计中,对于多层结构产品,在保证使用性能等要求的前提下,可以在非直接接触层使用回收料,例如多层包装薄膜、保装容器等;对于原有非多层结构设计,也可以改为多层结构,加大回收的塑料包装材料的使用量。如洗护用品使用的高密度聚乙烯(PE-HD)瓶,同样厚度时,可以采用3层结构,中间层、外层使用PE-HD 回收料,材料相容性好,不影响包装效果。例如,Aveda 公司洗发香波塑料瓶最初用的是共挤出PE-HD-原生外层/再生层/原生内层,再生层占45%。改进后,所有 PE-HD 瓶只有最内侧采用原生料,外层和中间层都使用再生PE-HD,再生层占比最多可达-83%。此外,其瓶盖中也使用了再生聚丙烯(PP)。这样,新瓶不仅减重,而且这种新的设计每年可节约143 t 原生PE-HD 和9 t 原生PP,同时也使用了大量的PE-HD 回收料[24]。
2. 2. 3 政策鼓励与支持
国务院办公厅《115 号文》中明确提出,推进快递包装材料源头减量,鼓励通过包装结构优化减少填充物使用。2021 年 2 月 3 日交通运输部部务会议审议通过的《邮件快件包装管理办法》中要求,无论寄递企业还是个人应按照环保节约的原则,以物品的性质、尺寸及质量为依据,减少包装层数、降低空隙率和减少填充物使用等进行合理的减量包装。
2. 3 延长保质期(货架期)
使用高性能材料,延长保质期或货架期,从长远来看,不仅可以减少因食品、药品等变质产生的浪费,而且可以减少塑料包装材料的总用量。
通过产品结构设计延长包装产品生命周期。塑料软包装普遍的作法是通过多层共挤出吹膜生产线生产的5、7、9 层甚至11 层食品软包装专用阻隔膜满足公众对减少食品浪费和延长产品货架期的要求。
另外,可以通过提高塑料包装材料的性能,延长保质期。著名的希悦尔公司(Sealed Air)开发的干腌火腿包装用新型高阻隔热收缩膜的抗戳穿性和阻隔性高且具有一定的热收缩率,比真空包装节省材料,且肉质得到了改善,货架期得到了明显延长[24]。
新冠疫情下,关于货品保存期限的问题,很多企业都有新的考虑,现在一些产品在货架上的存放时间更长。2021年将会有更多的生产商专注于使用多层瓶坯等技术来延长保质期,这些技术有助于乳品和小包装碳酸软饮料等饮品的保存和保护[25]。
2. 4 简化包装
在满足对被包装物的保护等性能要求下,尽可能避免层层包装等过度包装,使包装轻薄化,这既能减少包装环节,节省设备、材料和人力财力投入,又能减少包装废弃物,从而实现源头减量的目的。
2. 4. 1 政策鼓励
国内外都有政策法规等对简化包装提出要求。
日本倡导简易包装,鼓励快递包装回收再利用,实现减量;韩国对过度包装高额罚款,避免过度包装,实现减量[11]。
国务院办公厅《115 号文》中提出,到2022 年,电商快件不再二次包装比例达到85%;到2025 年,电商快件基本实现不再二次包装。
2. 4. 2 改变包装设计
通过改变材料使用方式,实现简化包装,进而减量。如将整块的缓冲材料进行分割,分为若干小块,使用部分分割块填充以满足缓冲防护的要求,从而达到减量化目的(图4)[19]。
图4:缓冲材料分割
通过蒸镀生产高阻隔薄膜,如氧化铝或氧化硅蒸镀薄膜,用以替代多层共挤出薄膜,减少阻隔包装薄膜的厚度。近年来发展的无机二元阻隔性蒸镀薄膜在表面上同时蒸镀氧化硅和氧化铝两种物质的薄膜,较之只蒸镀一种氧化物的一元蒸镀薄膜,这种二元蒸镀薄膜具有优良的阻隔性能。同样阻隔性能要求时,减薄效果更明显[26]。
2. 5 多次与循环使用包装材料
重复或/和循环使用的概念在包装材料的设计和回收中早已提出。多次重复与循环使用包装材料能够有效遏制环境污染和资源浪费,是减少塑料包装废弃物的有效措施之一。应设计长寿命的包装材料,重视其重复使用。现有包装材料重复利用的主要方法有将其回收后重复利用与通过设计实现其在使用之后的新用途2 种。复用型设计使得包装材料在使用之后可以具有新的用途[27]。
2. 5. 1 国外普遍重视
据悉德国的包装市场调研协会调查结果显示,德国于2012 年使用塑料手提袋达60 亿个,消费总量相当于86 000t,年人均消费手提袋数量约76个,而欧洲年人均消费塑料袋数量198 个。德国针对塑料袋使用已实行新政策,目前手提袋可再生占总量的48 %,且消费者会多次使用手提袋的数量高达72%[28]。
2018 年10 月,在“我们的海洋”会议期间,由雀巢、可口可乐、强生、宝洁、联合利华等250 个跨国生产商、零售商、包装回收商、政府与非政府组织共同签署了《从源头消除塑料污染的全球承诺》一书,承诺从源头上杜绝塑料的污染,携手致力于达成3个奋斗目标:(1)消除有问题或不必要的塑料包装,从一次性使用转向可重复使用的包装模式;(2)通过创新,确保到2025 年100 的塑料包装可以方便、安全地重复使用、回收或堆肥;(3)显著增加塑料的重复使用或回收数量,并制成新的包装或产品。到2019 年3月,签署企业达350 家[29]。
雀巢在一份声明中称,争取在2025 年前实现所有的包装可回收或可重复使用,并在此期间将全新塑料的使用量降低1/3;迄今为止,其塑料包装的66%是可回收或可重复使用的[30]。
2.5. 2 国内政策鼓励
国务院办公厅《115 号文》中提出,推广可循环包装产品,鼓励在同城生鲜配送、连锁商超散货物流中推广应用可循环可折叠快递包装、可循环配送箱、可复用冷藏式快递箱,减少一次性塑料泡沫箱等的使用。到2022 年和 2025 年,可循环快递包装应用规模分别达700万个和1 000 万个,快递包装循环化水平明显提升。
2021年2月3日,我国交通运输部部务会议审议通过《邮件快件包装管理办法》,管理办法中倡议寄递企业及个人对包装袋和箱、填充物等包装材料进行回收或再利用,对外形完好无损、质量达标的包装产品直接再利用。
政府还应继续加大宣传力度,形成减少使用、重复利用、再生利用的社会氛围,采取消费后塑料包装材料产生源头减量化措施[31]。
2. 5. 3 消费者积极参与
对于超市购物用的PE塑料袋,如果没有污染、破损,可反复使用,一般3、4次没有问题;对于超市用于自包装的塑料袋,如包装苹果、柑橘等的自包装塑料卷膜袋,用后可以再用作垃圾袋使用。对于收到的快递包 装,如气泡袋、气柱袋、泡沫箱等可以保存,再次使用。消费者的这些行为也符合节约型和低碳型社会发展要 求。要提倡反复使用光荣,浪费可耻,与食品的浪费一 样,要大力提倡节约使用塑料包装材料,形成勤俭节约的良好社会风气。
2. 6 加大使用回收料力度
欧洲委员会(EC)在2018 年1 月发布的《欧洲循环经济中的塑料战略》中要求所有成员国在2025 年前再利用和回收所有塑料包装废弃物中的50%,到2030年增加到55%。近年来,许多公司都积极研究塑料包装材料回收利用技术,并投入实际应用。
2. 6. 1 加大回收料使用力度
Pact Group Holdings 等3 家公司近期在澳大利亚成立合资企业,并斥资4 500 万澳元建造处理能力50 kt/a 的回收工厂,2021年10月全面投产后,每年回收塑料原料相当于10亿个 600 mL PET 瓶,每年将用于生产超过20 kt 新的rPET瓶和食品包装[32]。
热成型包装食品应用公司Direct Pack 开发一款由100%可回收的PET 制成的鸡蛋包装。其将消费后回收的PET 瓶和热成型的PET包装作为原材料,通过热成型重新加工成包装制品。而且采用内嵌BOPP 标签,解决了粘在PET 包装上的纸质标签和胶水导致的rPET薄片的污染问题,从而实现100 %可回收[33]。
Faerch 公司正越来越多地采用从食物托盘回收的消费后包装材料替代瓶子来制备rPET,以充分利用这些宝贵的资源。其在荷兰的综合回收设施每月回收2500万个rPET托盘,而且数量还在进一步增加[34]。
2. 6. 2 包装薄膜中使用回收料
软包装塑料薄膜一般较薄,在其中使用回收料,技术要求相对较高。
2020 年,陶氏(DOW)公司开发并商业化一种新型消费后回收树脂,其中含有 40 的消费后再生材料,并可生产出性能与原生树脂近似的薄膜,该膜能够100%地用于热收缩膜的中间层,使得其结构中的消费后再生材料含量达到13 ~24[35]。
总部位于美国得克萨斯州的软包装制造商Indev- co Plastics 推出含有可高达50%消费后树脂(PCR)的成型填充密封(FFS)薄膜、开口袋等,并通过优化使薄 膜性能与使用100 %纯树脂制成的薄膜保持一致。其之前还推出了一种用于饮料和食品加工行业的可回收收缩捆扎膜,其中使用了50% 的PCR 材料[36]。
2.6. 3 护理用品包装使用回收料
现在,美发、洗护等护理用品的消费量增速明显, 所使用的PE-HD 等树脂的消费量巨大,需加大回收力度,大力使用回收料。
在 2019 年底,美国 Frederic Fekkai 公司使用95回收PE-HD 制作,推出新洗发水系列包装及容器。欧洲Unilever 公司采用同样的技术,使用100 回收PE-HD 用来生产“Love Beauty and Planet”洗手液包装瓶。瑞士Amcor 公司2020 年为品牌Ritual 多种维生素瓶使用100%回收PET生产。

图5 Frederic Fekkai 公司新洗发水系列包装[37]

图6 Ritual 维生素瓶产[37]
欧莱雅集团计划到2025年其塑料包装中回收料的使用达到50%,现在又在其2030 年可持续发展目标中提出产品包装的塑料100%源自回收或是生物基材料。从中国市场上看,巴黎欧莱雅全套护发系列包装已经由100 消费后塑料制成[38]。
3 使用单一材料,推广单材质化技术
受环保政策和可持续发展观念的影响,塑料包装材料使用单一材料日益受到重视。在保证包装性能要 求的前提下,尽可能采用单一材料,以利于回收利用, 这已成为行业健康发展的共识。塑料包装材料回收能 够得以高值(质)化利用的前提是回收到的废弃包装材料的纯度要高。而食品、药品等等的包装,传统的单一包装材料往往不能满足对不同气体的阻隔性能要求,因此常常采用多层和/或多种材料包装,如3、5、7 层,11层的现在也很常见;材料构成中,不仅有塑料层,常常还有铝箔、涂层等。多层复合的塑料包装材料使用后,进行分拣、分类过程繁琐而困难,首先需要将其剥离,然后进行回收再利用。包装使用的材料种类越少,越有利于包装的回收再利用;包装使用的材料种类越多, 回收处理难度越大[1]。不需要高水平(人工或人工智能 等科技手段)减少分拣、分选的有效措施之一就是使用单一材料。
近年来,北欧化工、陶氏、埃克森美孚和沙特基础工业公司等公司相继推出可回收利用的单一材料塑料薄膜。Smithers在发布的《单一材料塑料包装薄膜市场的未来2025年》[39]报告中指出,自 2015—2019 年,全世界的单一材料塑料包装薄膜市场的年复合增长率为3.5%。目前 2019 年全球的市场产量为20440kt,在2025年有可能将达到26030kt,年复合增长率达3. 9%。据统计在2020 年,全球3大消费单一材料塑料包装薄膜的市场亚太、北美和西欧,3者的占比如图7所示 ,分别为48. 6% 、17. 2%和 15. 5%。
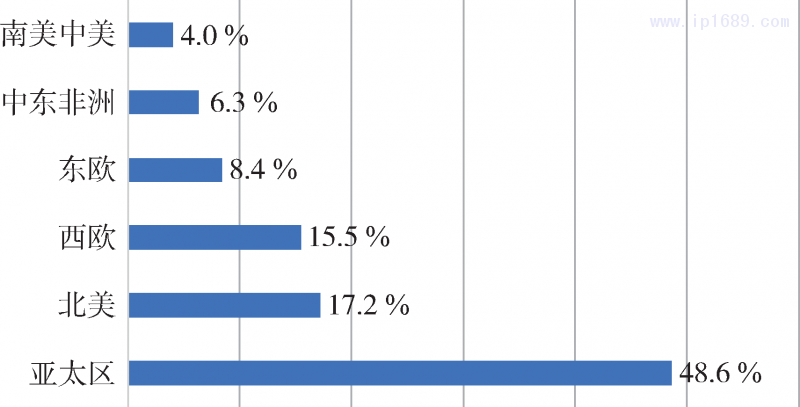
图7 2020 年全球各区域单一材料塑料包装薄膜市场情况[39]
国务院办公厅《115 号文》中明确提出,加快推进快递包装材料的减量化进程,减少难分类回收的包装材料的使用,坚持尽量使用单一材料,提高包装材料的可回收再利用性。
3. 1 通过提高单一材料性能,满足高阻隔等性能要求
据预测,在2020—2025 年期间对单一材料薄膜PP 类的消费量将会大幅增长。PP、PE 材料的复合,回收过程处理简单,因此单一材料薄膜PE 类将会是快速增长的另一类单一材料[39]。
据了解,双向拉伸聚乙烯(BOPE)薄膜在大米真空包装、速冻食品包装、饮料透明包装等领域有着广阔的应用前景。仅以2019 年我国高端大米为例,当年产量约1 000 kt,如果全部采用BOPE薄膜代替传统包装,可以减少塑料包装材料消费量5500t左右;此外,这种包装还可降低破袋率,减少保存和运输等过程中的损失,同时更好地保持大米的质量。使用单一材料包装材料的关键是要解决其满足包装性能要求的问题,如其有时很难满足对氧气、水蒸气等不同气体的阻隔要求,这一方面要提高单一品种材料性能;另一方面要优化产品结构和设计。
目前,对PE 进行改性,其刚性及拉伸性能有所提高,基本可以实现对PP、PA、PET 等薄膜材料的替代, 使其中一部分的复合软包装,如 PE/BOPP、PE/PET 等转变为单一材料结构。如W&H 公司等通过单向拉伸技术不仅提高PE的刚性和拉伸性能,而且薄膜的透明性、印刷适性以及热封性能等都得到改善[29]。
韦丽明[40]以 BOPE 薄膜、多层共挤流延聚乙烯(CPE)薄膜作为复合材料,以聚乙烯醇(PVA)复配水性胶水作为阻隔胶粘材料,制备了BOPE/PVA 阻隔水性胶水/CPE复合薄膜,发现,BOPE 薄膜具有优异的力学性能;CPE 薄膜具有优异的热封性能;PVA 复配水性胶水显著提高了复合薄膜的气体阻隔性能。BOPE 薄膜及CPE 薄膜材料同材质,有利于回收循环再利用,符合环保趋势。
埃克森美孚公司在K2019上介绍了其新型全PE 层压包装解决方案,其采用了 Exceed XP、Exceed 和Enable高性能PE,解决了传统层压结构薄膜相关的回收问题。
其他材质的塑料包装材料也应尽可能采用单一材料。总部位于丹麦的包装制品公司Faerch 推出使用再生的单一PET材料制成的新款Eco HotPro 系列包装,耐高温,可进行高温灭菌处理,用于食物的热灌装包 装;并可循环再生利用,制成相同品质的食品级包装 产品[41]。
3. 2 通过优化产品结构,使用单一材料
塑料软包装材料回收之所以比硬包装困难,是由于硬包装多由单一材料生产,而大多数塑料软包装材料都是经过多次或多道工序加工的多层复合结构,回收分类难度过大所致。
由于对阻隔性能等的要求高,很多包装都要求使用多层和/或多种材质的包装材料,严重影响其消费后的回收与高值(化)利用。研究表明,目前 PP、PE 和PET 中的氧化硅或氧化铝涂层厚度≤100 nm、PP 和PE 中EVOH 含量<5%(质量分数,下同)、在不干扰分拣过程的前提下PET 中PA 以及金属化箔含量<5%等的复合包装材料理论上可以回收[42]。
布鲁克纳机械有限公司在2021年2月11日的新闻稿中宣称,其将在 2021 年中国国际橡塑展(Chinap- las2021)展示其最新的高速双向拉伸 BOPE 薄膜生产线,速度超过600 m/min。用其生产的单一材料薄膜具有优异的力学和光学性能,能够替代以往由不同材料制成的多层薄膜。其采用的核心技术——新型在线涂布机能生产厚度在纳米级的超薄功能层,不会破坏分类和回收,但却提高了阻隔性,薄膜具有镀铝膜或采用氧化铝涂层的复合薄膜的高阻隔性。
凸版印刷株式会社与联合利华日本公司合作,采用基于PET的单材质气相沉积透明阻隔膜包装力士独立小袋洗发露,新产品的制造方法和材料构成确保了优异的氧气和水蒸气阻隔性能。这款洗发露原来采用的是PET基材与铝和PE等的复合薄膜包装。新产品中单材质的使用提高了可回收性,而铝膜的弃用使包装制造过程中的CO2 排放量减少了约25%[43]。
2019 年秋季,德国 Werner & Mertz 公司与Mondi 公司合作推100%可回收的直立单层PE袋,成型后贴上PE的印刷标签层,消费者使用后可直接撕掉两面标签,或将标签回收。包装设计为可分离层结构,855的材料无印刷,可轻易分离印刷层与非印刷层,分别进行回收,与原有复合包装相比可以达到70%的材料减量[37]。
4 结 语
减量化和单材质化是塑料包装材料环保化设计的2个重要技术途径,是从原料消耗和废弃物回收利用两个不同角度阐释塑料包装材料环保化产品理念。
塑料包装减量化是包装环保化的首要原则,是减少和治理塑料包装污染的重要且有效的技术措施之一,包括直接减量、间接减量、隐性减量等多种不同的“减量化”形式,可依实际包装的功能要求和具体需要灵活选用。其核心思想和设计理念就是降低包装材料的实际消耗量,进而减少废弃物总量,有效节省日益紧张的自然资源。
塑料包装单材质化是从废弃物有利于回收、利用角度提出,并已达成行业共识的健康发展理念之一,其前提和基础是塑料包装材料的制备技术进步与性能提升,单一材质具备全面满足产品包装功能的需求。塑料包装单材质化设计和使用,可有效减少难分类回收包装材料的使用量,提高包装材料可回收再利用性,对塑料包装污染治理具有积极、有效的推动作用。
通过减量化和单材质化技术的广泛推广和使用,一方面可从源头实现塑料包装减量,另一方面便于塑 料包装废弃物的回收利用,可以有效解决当前塑料包 装产品造成的环境污染问题,推动塑料包装行业向低 碳、可持续方向健康发展。
参考文献:
[1] 郑克俊,迟青梅,朱海鹏 . 企业视角的快递包装减量化策略与案例[J]. 物流工程与管理,2018,40(12):54⁃55.
[2] 张 燕,彭少贤,孙义明,等. 浅谈减量包装在环境保护中的作用[J]. 科技资讯,2007(8):208⁃209.
[3] 马雪子. 基于可持续发展的现代包装设计基础性研究[J]. 设计,2017(3):78⁃79.
[4] 曾凤彩,王雯婷,王富晨 . 从绿色包装模式谈包装减量化设计在可持续发展战略中的重要性[J]. 包装世界,2014(1):10⁃11.
[5] 全心怡,徐慕云,谭 志. 浅谈包装减量化现状及实现途径[J]. 大众文艺,2017,(6):110⁃111.
[6] 包装材料的六大发展方向[J]. 中国包装,2020,(10):9.
[7] 王晓华. 我国塑料包装废弃物污染状况的调查分析;资源强制回收产业技术创新战略联盟. 我国塑料制品回收率低的根本原
[8] 姜青苗,刘海清,庄凌峰,等. 绿色物流下我国快递塑料包装材料再生利用研究[J]. 再生资源与循环经济,2020,13(12):14⁃18.
[9] 段华波,刘 晓,周 颖,等. 快递塑料包装废弃物产生特性及管理对策研究[J]. 世界环境,2020,(6):28⁃33.
[10] 戴铁军,肖庆丰 . 塑料包装废弃物的物质代谢分析[J].生态经济,2017,33(1):97⁃101.
[11] 郑克俊,杨 兴,朱海鹏. 政府视角的快递包装减量化治理研究[J]. 物流科技,2019,(1):49⁃52.
[12] 李沛生. 北京市产品包装现状与实施减量化、回收再利用、再资源化的对策(下)[J]. 中国包装工业,2007,(3): 34⁃39.
[13] 每日食品,中国塑料橡胶.“高能”柔性包装,收获市场青睐[J]. 2020,(6):31-32.
[14] 高功能包装薄膜[J]. 国外塑料,2014,32(5):29.
[15] 徐 萌,高达利,张师军. 食品包装高分子材料技术进步与升级[J]. 中国塑料,2021,35(3):74⁃82.
[16] 三菱化学(中国)管理有限公司 . 高阻隔+可持续材料[EB/OL].
[17] 刘若根. 包装减量化设计实施的有效方法和途径[J]. 才智,2016:273⁃274.
[18] 雅式橡塑网. 宝洁、高露洁……“减塑”出新招,有牙刷、洗发水,还有剃须刀
[19] 黄胜文. 家电包装减量化技术应用与探讨[J]. 上海包装,2014,(12):35⁃38.
[20] 李蓓蓓,黄秀玲,沈黎明 . 运输包装优化设计案例分析[J]. 包装工程,2016,37(21):137⁃141.
[21] 孙自法. 中国新闻网. 国际最新研究:小塑料瓶改用中塑料 瓶 或 减 少 PET 废 弃 物 [EB/OL].
[22] 第 九 设 计 . 2021 年 饮 料 十 大 包 装 趋 势
[23] 废塑料新观察. 2021 年饮料包装十大发展趋势
[24] 黄秀玲,徐兰萍,李 明. 包装的减量与环保及案例分析[J]. 包装工程,2010(31):133⁃135.
[25] 废塑料新观察. 2021 年饮料包装十大发展趋势[EB/OL]. http://china. chemnet. com/,2021⁃01⁃29 /2021⁃03⁃04.
[26] 陈昌杰. 功能性包装膜论略(四)[J]. 塑料包装,2015,25(04):1⁃3.
[27] 张锦华,贾铭钰,张弘弢,等 . 设计伦理与绿色包装设计[J]. 绿色包装,2017,(7):59⁃63.
[28] 德国塑料袋消费量低于欧盟平均水平的一半[J]. 国外塑料,2014,32(2):19.
[29] 宋慧慧. 复合软包装循环利用势在必行[J]. 印刷技术,2020(1/2):14⁃15.
[30] 中国日报网. 可口可乐、百事、雀巢连续三年位列全球塑料污染源前三[EB/OL].
[31] 周炳炎,郭琳琳,李 丽,等 . 我国塑料包装废物的产生和回收特性及管理对策[J]. 环 境 科 学 研 究,2010,23(3):282⁃287.
[32] 雅式橡塑网. 5 万吨/年回收量,澳大利亚最大PET 回收厂 将 投 产[EB/OL].
[33] 雅式橡塑网. 100 rPET 鸡蛋包装+BOPP 标签,看看这家企业怎么做[EB/OL].
[34] 雅式橡塑网. 这家丹麦公司用rPET 造乳制品包装,耐高温还可同级回 收[EB/OL].
[35] 石油化工论坛. 陶氏、SABIC、欧莱雅都在关注的PCR 塑料 [EB/OL].
[36] 雅式橡塑网. 含50%再生料,Indevco 開發 100%可回收的工業用袋和薄膜[EB/OL].
[37] 刘小静. 欧美包装行业可持续包装发展动态[J]. 上海包装,2020,(2):38⁃44.
[38] 石油化工论坛. 陶氏、SABIC、欧莱雅都在关注的PCR 塑料 [EB/OL]
[39] 2025 年,单一材料塑料包装全球市场需求将达到 710 亿美元[J]. 印刷工业,2020(5):13⁃14.
[40] 韦丽明. 材质一体化可回收高阻隔复合软包装的研究[J]. 塑料包装,2019,29(5):24-30.
[41] 雅式橡塑网. 这家丹麦公司用rPET 造乳制品包装,耐高温还可同级回 收[EB/OL].
[42] 荣格塑料工业. 柔性多层复合材料包装的多重难题,该如何破解?
[43] 中塑在线. 日本联合利华引入PET 单材质软包装[EB/ OL].

 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...













