溢料又称飞边、溢边、披锋等,大多发生在模具得分合位置上。如:模具的分型面,滑块的滑配部位,镶件的缝隙,顶杆的孔隙等处。溢料不及时解决将会进一步扩大化,从而压印模具形成局部陷塌,造成永久性损害。镶件...
来源: 发布时间:2018年12月26日 17:55:50 阅读:6579
越是薄壁制品,越是远离浇口的部位,排气槽的开设就显得尤为重要。另外,对于小型件或精密零件,也要重视排气槽的开设,因为它除了能避免制品表面灼伤和注射量不足外,还可以消除制品的各种缺陷、减少模具污染等...
来源: 发布时间:2018年12月20日 15:07:45 阅读:8774
塑料原料的成型工艺加工过程主要是塑化,充模,冷却定型后成为成品,是一个加温后再冷却的过程,也是塑料从颗粒改变到各不同形状的过程,以下将就各个不同阶段的角度去说明加工过程:
来源: 发布时间:2018年12月19日 17:17:44 阅读:8208
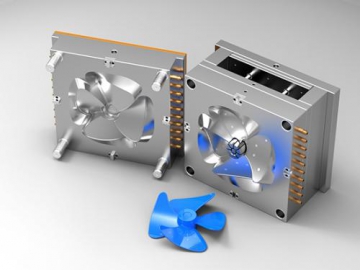
注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑模具的结构形式和模具加工质量直接影响着塑件制品质量和生产效率。注塑模具生产和塑料制品生产实践中最常见,最常出现的注塑模...
来源: 发布时间:2018年12月19日 17:15:20 阅读:7390
因浇口或其它部份狭窄,溶态塑料推动固化塑件前移时,表面产生波浪纹。
来源: 发布时间:2018年12月17日 17:13:06 阅读:9180
是指浇口残留在成型品表面上的一种现象。点浇口或隧道浇口在开模时会自动断开,但如果浇口的形状和大小不合适,则不能彻底断开。
来源: 发布时间:2018年11月28日 14:55:41 阅读:8255
由于塑料具有重量轻、韧性好、成型 易。成本低等优点,回此在现代 业和日 用产品中,越来越多用塑料代替玻璃,特 别应用于光学仪器和包装工业方面,发展 尤为迅速。
来源: 发布时间:2018年11月25日 14:36:02 阅读:8181
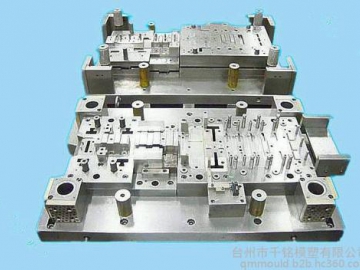
注塑模具作为注塑制品加工最重要的成型设备,其质量优劣直接关系到制品质量优劣。而且,由于模具在注塑加工企业生产成本中占据较大的比例,其使用寿命直接左右注塑制品成本。因此,提高注塑模具质量,并维护和保...
来源: 发布时间:2018年11月20日 14:32:25 阅读:8163
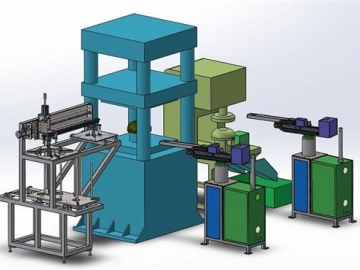
摘要:注塑机专用机械手是模仿人类手臂的结构与动作,代替人类完成取件作业以实现注塑机的自动化生产。本文设计的注塑机专用机械手以西门子小型PLC作为控制器,配合注塑机的生产过程,实现塑料制品的取出并放置到...
来源: 发布时间:2018年11月02日 16:35:30 阅读:12193






























 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


