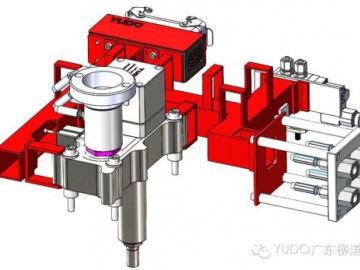
热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式。单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑...
来源: 发布时间:2019年03月29日 09:44:18 阅读:7634
在塑料制品的成型过程中,凡能减小制品中聚合物分子取向的成型因素都可能降低取向应力;但凡能使制品中聚合物均匀冷却的工艺条件都能降低冷却内应力;凡有助于塑料制品脱模的加工方法都有利于降低脱模内应力。
来源: 发布时间:2019年03月28日 09:38:20 阅读:6088
聚氨酯(PU)一直以来都被当作一种用途广泛的材料。由于其初始产品可以化学裁剪,因此它几乎出现在我们日常生活的各个角落。所以,PU多年来一直在全球保持着持续增长也就不足为奇了。
来源: 发布时间:2019年03月25日 14:42:06 阅读:7573
注塑工艺设定要考虑收缩率、流动性、结晶性、热敏性塑料及易水解塑料、应力开裂及熔体破裂、热性能及冷却速度、吸湿性等因素。
来源: 发布时间:2019年03月21日 14:51:28 阅读:7549
塑料材料在生活中所占比例越来越高,而对于其质量的要求也越来越高,注塑成型作为重要的生产手段,对技术的提高也越来越迫切,而注塑成型制品的影响因素较多,但注塑成型加工工艺条件是重要的影响因素之一,下面...
来源: 发布时间:2019年03月19日 14:46:51 阅读:8312
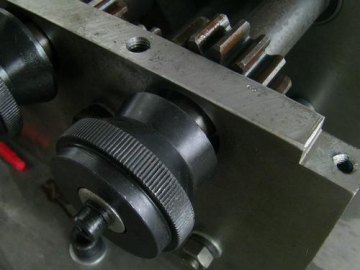
在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后...
来源: 发布时间:2019年03月19日 14:44:31 阅读:6423
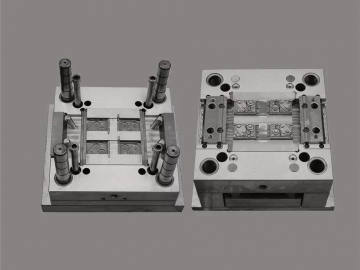
注塑模的结构形式和加工质量直接影响塑件制品质量和生产效率。本文对模具生产中最常出现的一些故障做了简要分析。
来源: 发布时间:2019年03月18日 15:35:25 阅读:5714
讨论了排气不良及模板胀模变形对制品影响,提出了一种通过改变浇口数量及分布来控制注射压力分布的思想,并以一实例介绍了一种通过预置压缩气体空间来消除注塑模具模板胀模变形的方法。
来源: 发布时间:2019年03月15日 15:19:21 阅读:5964
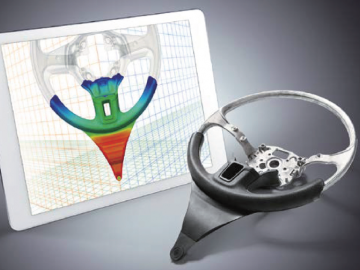
塑料齿轮正朝着更大的尺寸、更复杂的几何形状、更高强度的方向发展,同时高性能树脂和长玻纤填充的复合材料起到了重要的推动作用。
来源: 发布时间:2019年03月11日 10:05:42 阅读:6979






























 玻纤含量对长玻纤...
玻纤含量对长玻纤... 钙钛矿薄膜的均匀...
钙钛矿薄膜的均匀... 用于光伏板静电除...
用于光伏板静电除... 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...


