










有些PP改性生产线会遇到这样的情况:
配方没有调整,弹性体比例也一直按照标准添加,但这一批冲击强度检测合格,下一批数据却明显下降。检查原料、温度和喂料状态后没有发现明显异常,最后才将问题集中到熔体混合环节。
这种情况在现场并不少见。
很多人的第一反应是:“是不是弹性体加少了?”
于是继续提高添加比例。添加量增加后,冲击性能可能有所改善,但材料成本上升了,性能波动却不一定真正消失。
因为问题有时不在于“加了多少”,而在于“混得怎么样”。
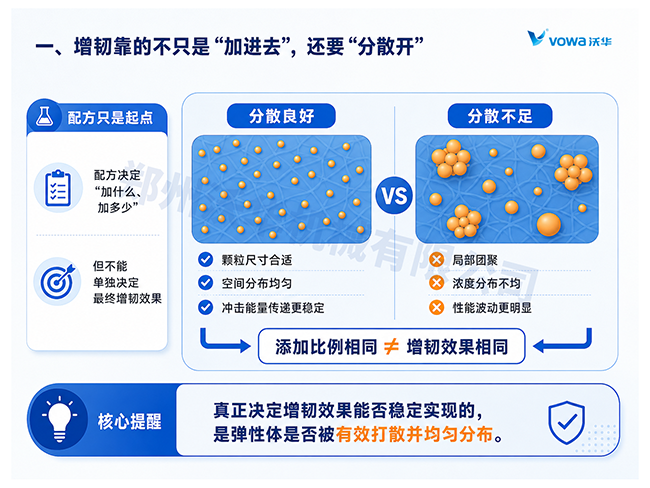
一、增韧靠的不只是“加进去”,还要“分散开”
弹性体增韧PP,本质上是让弹性体以细小分散相的形式,均匀分布在PP基体中。
材料受到冲击时,适当尺寸、均匀分布的弹性体分散相能够吸收和传递冲击能量,促进基体发生一定的塑性变形,从而降低材料脆性断裂的可能性。
其中有两个关键点:
颗粒尺寸合适,空间分布均匀。
如果弹性体在PP中分散不足,出现颗粒偏大、局部团聚或浓度分布不均,即使配方和添加比例相同,最终的冲击性能也可能存在明显差异。
因此,增韧效果不能只看配方。
配方决定“加什么、加多少”,相容体系和混合过程则决定这些组分最终以什么状态存在于材料中。

二、混合不均,会在产品上留下哪些痕迹?
弹性体分散不足,不一定只体现在冲击强度这一个数字上,还可能反映在产品外观和加工状态中。
性能忽高忽低
同一批物料从不同位置取样,或者不同时间取样检测,冲击强度出现较大波动。
这可能说明弹性体在熔体中的浓度和分散状态不够均匀,导致不同位置的材料结构存在差异。
局部发脆
弹性体含量偏低或分散不足的区域,增韧效果相对较弱,容易成为制品受力时的薄弱位置。
制品整体检测可能基本合格,但在缺口、转角、薄壁或应力集中位置,仍可能出现局部开裂、发白或提前断裂。
鱼眼、料花或局部外观异常
弹性体团聚、塑化不足或与PP基体混合不充分时,可能在薄膜、片材或注塑制品上形成鱼眼、料花、颗粒点或局部光泽差异。
当然,这些外观问题也可能与污染、凝胶、原料波动等因素有关,不能只凭外观直接判断为混合问题,需要结合工艺过程综合排查。
加工过程出现波动
组分、温度和流动状态不均匀,还可能造成:
- 挤出压力波动;
- 出料状态不稳定;
- 条料粗细变化;
- 切粒状态不一致;
- 制品尺寸或表面状态波动。
如果根本原因是混合不足,单纯增加弹性体添加量通常很难彻底解决,局部团聚甚至可能更加明显。
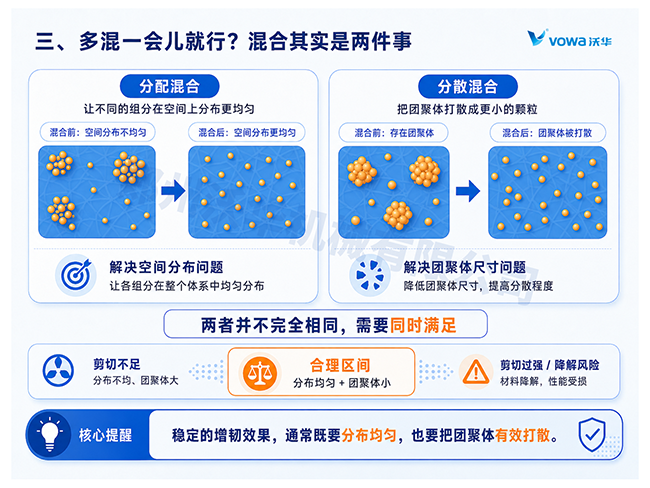
三、多混一会儿就行?混合其实是两件事
有人会说:
让螺杆再多剪切一会儿,不就混匀了吗?
实际情况没有这么简单。
熔体混合通常包含两个不同的过程。
分配混合
分配混合解决的是空间分布问题。
也就是让弹性体尽可能均匀地分布到整个PP熔体中,减少局部“这边多、那边少”的浓度差异。
分散混合
分散混合解决的是团聚体尺寸问题。
它通过适当的剪切和流场作用,将较大的弹性体团聚体进一步打散,形成尺寸更小、更稳定的分散相。
这两个过程并不完全相同。
分配均匀,不代表团聚体已经充分打散;颗粒尺寸变小,也不代表其在整个熔体中的分布已经均匀。稳定的增韧效果通常需要两者同时满足。
而在实际生产中,挤出机螺杆还需要同时完成固体输送、熔融塑化、排气、混合和建压等多项任务。
当产量提高、停留时间缩短,或者PP与弹性体的熔体黏度差异较大时,原有螺杆组合的混合能力可能难以满足新的工况要求。
此时,单纯延长混合时间或者提高螺杆转速,不一定能够解决问题。
剪切不足,弹性体难以充分打散;但一味提高转速、温度和剪切强度,又可能造成熔体温升过高、聚合物降解、分子量下降以及颜色和性能变化。
所以,多相共混要长期稳定地获得较好的分散效果,不能只看螺杆是否“转得够快”,还需要综合考虑:
PP与弹性体的熔体黏度及黏度比;
- 弹性体添加比例;
- 相容剂体系;
- 螺杆组合与长径比;
- 实际产量与停留时间;加工温度和剪切强度。
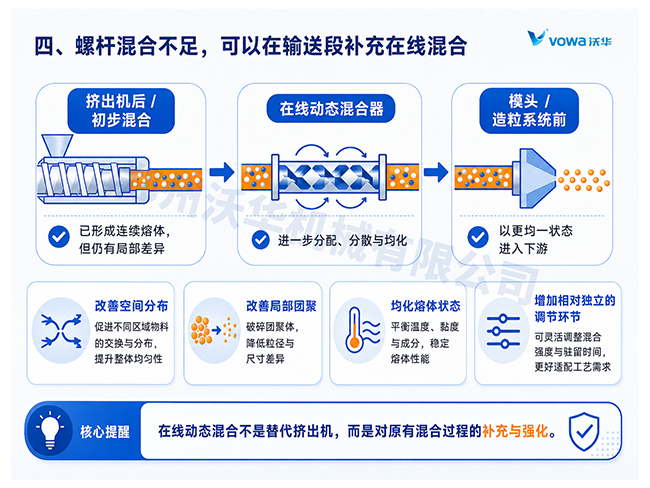
四、螺杆混合不足,可以在输送段补充在线混合
螺杆完成塑化和初步混合后,物料已经形成连续熔体,但其中仍可能存在组分浓度、温度和分散状态上的局部差异。
在线动态混合器通常安装在挤出机之后、模头或造粒系统之前,通过运动的混合元件,对熔体进行进一步的分配、分散和均化。
它不是替代挤出机,而是对原有混合过程进行补充。
对于PP加弹性体体系,其作用主要体现在以下几个方面。
改善弹性体的空间分布
通过熔体的反复分流、重组和位置交换,减小不同区域之间的组分浓度差异,使弹性体在PP熔体中的分布更加均匀。
改善局部团聚状态
动态混合过程中形成的剪切和流场变化,有助于进一步打散局部团聚体,提高分散状态的一致性。
最终效果仍需要结合物料黏度、黏度比、混合器结构、转速、停留时间和允许压降等参数进行判断。
均化熔体状态
在线混合不仅作用于组分分布,也可以进一步改善熔体内部的温度差异和流动差异,使进入模头或造粒系统的熔体状态更加均一。
增加相对独立的调节环节
相比只依靠提高螺杆转速、剪切强度或加工温度,动态混合器增加了一个相对独立的混合环节。
这有助于减少生产线在“提高混合强度”和“控制物料降解”之间的矛盾,尤其适合对温度、剪切和停留时间较敏感的体系。
简单来说,它解决的是:
物料已经完成熔融和初步混合,但熔体均匀性仍然不够的问题。

五、别把所有问题都推给配方
回到开头的问题:弹性体加够了,性能还是出现波动。
遇到这种情况,比起第一时间继续提高弹性体比例,更值得先排查以下几个方面:
- 主料、弹性体和相容剂喂料是否稳定;
- 弹性体是否已经充分熔融;
- 螺杆组合是否适合当前物料体系;
- 实际产量是否超出原有混合能力;
- PP与弹性体的熔体黏度是否匹配;
- 加工温度和螺杆转速是否合理;
- 熔体压力、温度和主机电流是否存在波动;
- 不同位置、不同时间的取样结果是否一致;
- 颗粒或制品中是否存在明显团聚和外观异常。
观察颗粒切面和制品外观,可以作为初步判断方法,但不能只凭肉眼确定分散质量。
更加可靠的判断方式,是结合冲击性能、拉伸性能、加工数据以及必要的显微形貌分析进行综合评估。
只有确认问题确实来自混合不足,才能进一步决定是调整喂料和工艺参数、优化螺杆组合,还是在熔体输送段增加在线混合设备。
很多时候,在不改变原有配方的情况下,通过改善混合和均化过程,就能够减小性能波动,提高产品一致性。
这不仅是性能问题,也是成本问题。
弹性体添加量越高,材料成本通常越高。如果依靠增加用量弥补混合不足,本质上是在用更高的配方成本掩盖工艺问题,最终仍未必能够得到稳定产品。

总结
PP加弹性体增韧,不能只看增韧剂有没有加入、添加比例是否达到要求。
真正决定增韧效果能否稳定实现的,还包括弹性体是否充分熔融、是否被有效打散,以及能否均匀分布在PP基体中。
混合不到位,可能带来冲击性能波动、局部发脆、鱼眼料花和加工不稳定等问题。遇到这类情况,与其第一时间增加弹性体比例,不如先检查原料喂料、相容体系、塑化状态、螺杆配置和熔体混合过程。
配方决定材料理论上能够达到什么性能,混合过程决定这些性能能否稳定地做出来。
针对PP增韧、多相共混和小比例助剂添加等工艺,沃华机械可结合物料特性、产量、黏度、温度、压力、螺杆配置和允许压降等参数,提供在线动态混合器及熔体均化方案,帮助改善组分分布和熔体均匀性,提高改性生产过程及产品质量的一致性。

 总投资高达41亿欧...
总投资高达41亿欧... 宝捷越南展厅开业 ...
宝捷越南展厅开业 ... 伯乐智能越南启新...
伯乐智能越南启新... 美的巴西工厂正式...
美的巴西工厂正式...













