










宁波甬华塑料机械制造有限公司(以下简称“甬华”)作为中国塑机制造业综合实力20强,中国塑料注射成型机行业15强企业,公司成立于1985年,是一家专业制造塑料注射成型机的厂家。不仅将世界先进的科学技术融入创新元素,同时将独具中国创新科技的塑机产品推广到全球。

据悉,公司现有员工400余人,固定资产2.5个亿,厂区面积10万平方米,引进大批先进的立、卧式加工中心作为主要加工设备,同时以现代化的企业管理理念获取了ISO9001:2008质量体系认证,并采用精益化生产模式,兼现场6S化管理,确保产品质量的优良稳定。



公司一直把“科技兴厂”定为工厂发展的战略方针,通过科技创新,紧密结合市场需求,研制开发的一系列优质高效新产品,处于国内领先水平,多次获得省、市级科技进步奖。同时企业也多次被评为省、市优秀企业,“甬华”牌注塑机被列为市名牌产品。

固体塑料的塑化阶段
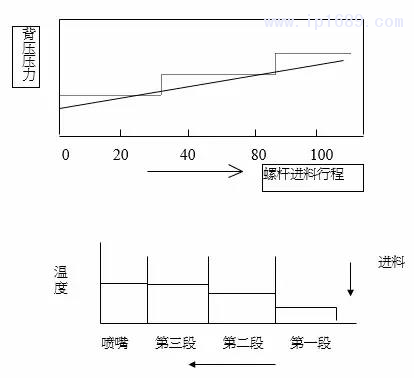
料缸温度及喷嘴温度
(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种塑料有其不同的加工温度。
(2)对低黏度的塑料,为避免在机座后退时造成漏料,通常可将喷嘴温度设定成第三段温度或略低一些(约5℃),但太低将会造成冷料,在射出时易生流痕。对高黏度的塑料,其设定值可高于第三段温度约5~10℃,射出时可用于将流道系统加热。
(3)熔胶因螺杆旋转而摩擦生热,常导致在第三段熔胶温度高于加热器的设定值,一般甚至可高出15~30℃,因此应避免温度设定太高产生热劣解。
螺杆背压
(1)螺杆背压一般约3~10kg/cm2,背压设定的目的主要是抵住螺杆,当进料时塑料输送到螺杆前端,产生熔胶压力而使螺杆缓慢后退。
(2)若螺杆背压大,则塑料自入料口被输送到螺杆前端,所经历的时间较长,因此塑化程度较完全,气体较不易进入,但在螺杆前端产生的熔胶压力也较大,容易在机座后退时造成漏料。反之!若螺杆背压小,则塑料自入料口被输送到螺杆前端,所经历的时间较短,因此塑化程度较不完全,且气体较易进入。
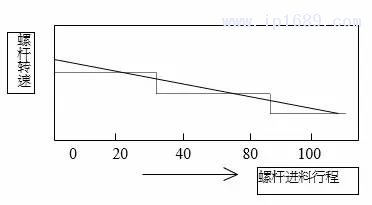
(3)固体塑料的塑化阶段由于螺杆在进料过程中因熔胶室的增压而后退,因此后面进入的塑料所历经的螺杆长度将变短,对塑料的熔化能力将会发生不足的现象,若因此使未完全熔化的胶粒进入熔胶室而成悬浮状,将严重影响产品质量,因此随着进料行程的进行,螺杆的后退速度应渐缓,且必须使后进的胶料能在螺沟内有足够的时间熔化。为达此目的,螺杆背压应随着进料行程的进行而渐增,而螺杆转速应渐减。
螺杆转速
(1)螺杆转速rpm快,则吃料量多,剪切热也较高,但若太快也可 能造成塑料分子的剪断
(2)掺有玻纤的塑料,若螺杆转速太快,会将玻纤剪断,造成物性降低
(3)随着进料行程的进行,为使后进的胶料能在螺沟内有足够的时间熔化,螺杆转速应渐减。
模穴充填阶段
进料行程
进料时,螺杆旋转,同时后退,当螺杆退到进料行程的设定点时,即停止进料
进料位置应包括残留量以及充填、保压阶段螺杆的前进量。
进料行程的设定若约为最大射出量(型录值)的60~70%,是最适当的射出机选择
进料行程若设定过多,则处于第三段高温的熔胶量将甚多,且并须经历许多成形周期后才得以射出,有可能因此产生变色或热劣解
进料行程若设定过少,则每次射出后没有足够的残留量,因此在保压阶段的后期将造成压力传递的不稳
充填速度
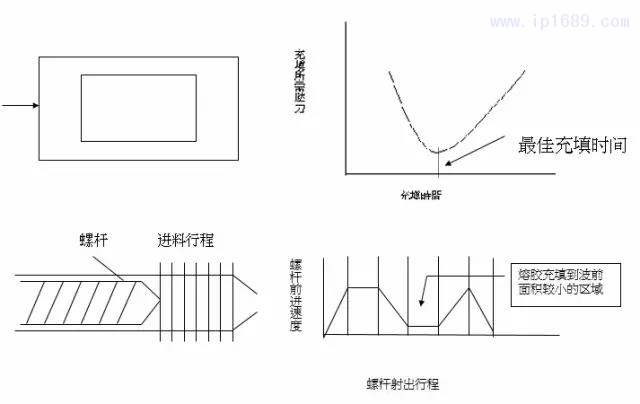
(1)充填过程中,速度快,则模穴充填满所需要的射压高,速度慢,则会因凝固层的产生而使得模穴充填满所需要的射压也高,因此在某一个适当的充填速度下,模穴充填满所需要的射压会最小,此时的充填速度是最洽当的。而所相对的充填时间称为”最佳充填时间”。
(2)充填过程中,熔胶在模具表面形成凝固层,决定了成品的表面性质。若波前速度太快,则分子拉伸严重且凝固层太薄,甚至因而产生滑动现象造成成品表面有亮痕。
若波前速度太慢,凝固层将增厚且增加后面进入的塑料的流动阻力,因此易在表面形成波浪痕。因此在将螺杆前进速度作适当的多段控制,使熔胶波前在充填模穴的过程中能维持稳定且一致的速度将是确保成品表面质量的关键。例如图 的产品,由于波前面积(A1)随充填过程不断在变化,为使其有稳定且一致的速度(V1),则螺杆前进的速度(Vs)也必须相对变化,其关系如下:

As(螺杆断面积)是固定值,而V1在设计上也希望能维持固定,因此波前面积(A1)与螺杆前进的速度(Vs)即成正比关系。
充填时间
(1)射出过程中实际的充填时间(螺杆在速度控制模式下的时间),未必是机器上所设定的充填时间(t1),实际的充填时间(t2)是
此处所指的『螺杆前进的距离』是指螺杆由最初位置到充填/保压转换点之间的距离
(2)当t1>t2表示螺杆在t2即已到达充填/保压转换点,故在此即切换成保压阶段的压力控制。
但若螺杆在t1时间尚未到达充填/保压转换点(即t1

 总投资高达41亿欧...
总投资高达41亿欧... 宝捷越南展厅开业 ...
宝捷越南展厅开业 ... 伯乐智能越南启新...
伯乐智能越南启新... 美的巴西工厂正式...
美的巴西工厂正式...













